



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

UG CAM在轮胎模具花纹块加工中的应用
2.3 加工参数的设置
加工中重要的切削参数有主轴转速、走刀进给速度、加工行距(残留高度)、加工余量等,在选择这些参数时既要考虑零件的加工精度又要考虑加工效率。加工花纹块一般采用的是:
①20mm粗加工:转速500r/rain,行距6mm,余量1mm;
②10(R1)mm半精加工:转速6500r/rain,行距0.2mm,余量0.1mm;
③10(R5)mm半精加工:转速6500r/min,残留高度0.01mm,余量0.1mm;
④6(R3)mm精加工:转速8000r/min,残留高度0.005mm,余量0mm;
⑤2(R1)mm清根加工:转速11000r/min,残留高度0.005mm,余量0mm。
2.4 花纹块单节距的粗加工
首先导人含有所有节距的花纹块主模型或根据已知条件建立花纹块主模型(图2),然后根据花纹筋形状通过布尔运算建立单节距铣腔毛坯。一般采用层切的方式进行单节距型腔的粗加工。因此在UG中选择Cavity-mill型腔铣铣削加工子类型,选择端铣刀做开粗加工,这是因为其抗力小,加工速度高。选择铣腔毛坯的侧壁和底面作为零件几何体,并选择铣腔毛坯作为毛坯(blank),采用多层切削方式,根据刀具供应商提供的切削参数设置每层切削深度及切削步距,采用螺旋进刀方式,以避免垂直下刀对刀具产生冲击,给定刀轴矢量方向,采用逆铣加工,生成粗加工刀具轨迹如图3所示。
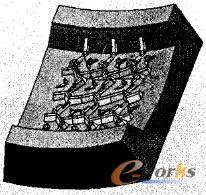
图2 含所有节距的花纹块主模型
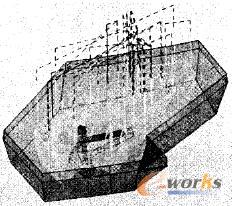
图3 单节距型腔粗铣刀具轨迹
2.5 花纹块单节距的半精加工
余量均匀化是精加工的重要前提。经过粗加工后,大部分余料已去除,但型腔型面上的余料为台阶状,并不均匀,为使余量均匀并为后面的精加工做准备,需进行半精加工。型腔的半精加工可采用等高轮廓铣(ZLEVEL-PROFILE-STEEP)切削方法分层加工,这种加工方法适用于加工较陡、较深的型面,等高切削可使刀具受力均匀、震动小,在此处特别适于花纹筋侧壁的半精加工,选择直径为10mm、底部为R1mm的整体硬质合金刀具,设置每层切削深度0.2mm,零件表面留0.1mm的余量,生成花纹筋侧壁的半精加工刀具轨迹(图4)。

图4 单节距半精铣刀具轨迹
2.6 花纹块的精加工
在精加工中宜采用高刀路密度、小吃刀量、快速进给来提高加工速度和型面精度。精加工时选择可变轴轮廓铣(Variable Contour),驱动方法可用曲面驱动(Surface)、边界驱动(Boundary)等,加工精度通过残留高度(Scallop)控制,设置该参数时既要考虑加工精度又要考虑加工效率。为了得到光顺的花纹筋表面,精加工时应尽量避免多次接刀,刀具则要选择球刀,以包络出光顺的花纹筋表面。
以上各单节距的粗/半精/精加工刀具轨迹生成后,可根据花纹块节距排列图,经旋转复制形成整块花纹块的粗/半精/精加工刀具轨迹。
将刀具轨迹优化排列后,经UG中设定的后置处理文件,生成机床可识别的数控代码NC程序,即可用于数控加工。
3 结束语
应用UG CAM进行轮胎模具花纹块的数控加工,提高了模具加工精度和效率,为企业在激烈的市场竞争中赢得生存和发展提供了强有力的保障。
- 上一篇文章:数控铣加工基础知识
- 下一篇文章:数控加工工序规划的方法