



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

航空复杂模锻件的高速加工技术
1 引言
数字化加工技术有着与传统加工方法不可比拟的优势,使得飞机结构件之间的协调性较以往有大幅度提升。然而,一些结构复杂、精度要求较高且有协调关系的承力构件在加工时还采用传统的加工方式。虽然该种方式在一定程度上取得了一定效果,但它很难保证复杂零件加工精度及加工周期。采用现代高速加工技术(High-Speed Machining,HSM)在航空复杂模锻件的应用还属于探索阶段,没有可借鉴的经验。对此,探索出一套科学可行的加工方案势在必行。
2 零件工艺分析
某型飞机悬挂支臂梁是机翼与机身连接的主要承力构件之一,对机体传力规律有重要影响。部件对接时按该零件上的交点孔、耳片端面作为定位基准;零件上待加工面多且尺寸复杂,不规则凹槽较多,配合协调位置精度要求高,加工难度较大(见图1)。该零件外廓尺寸最大为860mm×186mm×150mm,零件缘条厚度尺寸分别为2.5mm、5mm、6mm、8mm,支臂上腹板厚度尺寸分别为6mm、8mm、9mm、10mm,厚度尺寸的加工公差为0-0.5mm(见图1)。
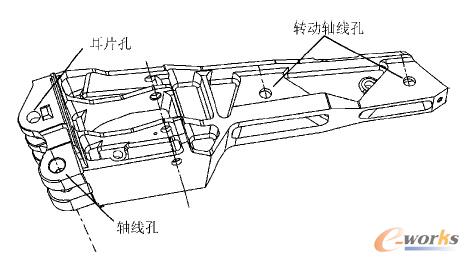
图1 某型飞机复杂模锻件轴侧视图
2.1 零件的材料状态
该零件毛料为模锻件,材料牌号为7B04 T73,7B04合金是Al-Zn-Mg-Cu系变形铝合金,也是高纯合金(Fe含量为0.05%-0.25%,Si含量不大于0.1%)。它具有较高的塑性何断裂韧性,且抗疲劳裂纹扩展能力较好。7B04合金的半成品只能以T6、T74、T73状态用于飞机结构中。其中,T6状态合金强度最高,T74状态合金具有良好的抗剥落腐蚀性能和较好的耐应力腐蚀性能,强度比T6状态的低约7%-10%。T73状态时合金具有高的耐应力腐蚀性能和抗剥落腐蚀性能,强度比T6状态的低约12%-15%。7B04合金和所有的高强度合金相同,对重复载荷、尖缺口、应力集中和偏心的作用、刚性的突变较为敏感。因此,在加工这些合金的零件和制件时必须仔细考虑其结构现状(选择最小的应力集中,在零件截面变化时选择较大的平滑过渡,降低偏心率)。机加工表面的内过渡半径应根据截面尺寸来选择,但材料厚度应不小于2mm;当该半径小于2mm时,零件的拉伸强度会明显降低。一般半径应大于3-4mm,零件转接部位加工中要求光滑过渡不能出现尖点等现象。
2.2 零件的技术要求
支臂上耳片厚度公差要求+0.20mm;支臂与拉杆连接耳片孔中心线与襟副翼转动轴线孔中心线的平行度公差0.05mm;分别与耳片的垂直度公差0.05mm;孔的加工精度分别为M7、H7;支臂与拉杆连接耳片孔的同轴度公差为Φ0.025mm;襟副翼转动轴线孔的同轴度公差为Φ0.025mm;襟副翼外侧前、后上挂点转动轴线孔的同轴度公差Φ0.025mm;耳片孔的加工精度为M7;零件共有3处非开敞区的衬套端面距离要求控制公差H11;襟副翼外侧操纵摇臂转动轴线孔的同轴度公差Φ0.025mm;孔的加工精度为M7。
2.3 零件的加工难点及检测方法
由于零件毛坯为模锻件,加工过程中需要依据锻造基准协调加工余量。其加工难点主要有:①加工过程中装夹、定位不方便将影响零件加工效率;②加工中的变形影响零件的加工精度;③零件的外形复杂、装配协调关系多对数控加工工序的安排及数控加工程序的合理性要求较高;④零件上耳片槽结构复杂、厚度尺寸公差要求严,需要摆角精度高的大摆角数控机床;⑤零件缘条上通槽的数控加工比较困难,需要在实践中探索加工经验及合理的数控编程方法;⑥零件上有装配协调关系的孔的尺寸公差及形位公差要求较严格,因此零件的铣夹及钻模的定位基准要可靠并且要求一致。
考虑到该复杂零件外形加工容差为±0.2mm,故采用数字量传递方法。根据从工程数据集中采集的零件外形点位数据,由数控测量机按零件外形点位数据对零件外形进行检测。
3 零件加工方案的设定及编程方法
零件从毛料到成品的整个加工过程中,合理的工艺方案设计是零件交付的关键。而工艺过程设计则主要从零件分析、加工过程分析、工装(包括刀、量具)分析入手。三者相互关联、相互制约,都对最终成品的质量以及生产效率产生直接影响。
零件在加工过程中,加工方案的论证是重要的环节之一,其侧重点是零件分析的结果、零件毛坯的选择形式、加工单元的实际生产能力与技术水平、工装选择、加工设备精度与状况等方面。
加工方案设计最终要实现的目标主要包括以下几方面:①刀、量具及工装的选择;②零件毛坯形式的选择;③数控机床型号的选择;④加工过程可控,实现优质、高效;加工过程实现全数字量传递,数字化加工及数字化检测;⑤无常规补加工;⑥数控加工程序合理、高效,运行时到达无人干预状态。
3.1 零件加工方案的设定
分析以上零件可知,毛坯加工余量不稳定、零件结构复杂,加工设备的摆角结构及精度要求高、零件高速铣加工的工艺过程及加工程序要求合理高效、零件有装配协调关系的孔的尺寸公差及形位公差要求严。故加工方案的设定必须围绕如何解决这些影响零件加工的主要因素进行。
(1) 零件毛坯形式的选择
为了提高零件的加工效率,将该锻件毛坯状态进行了更改。锻件毛料在出厂时,刻出零件加工基准工艺孔的中心十字线。零件加工中直接按此工艺孔中心十字线找正并直接设置数控加工原点,加工中无需再协调加工余量。同时零件毛坯外缘增设用于零件装夹的工艺耳片,零件毛坯状态如图2所示。
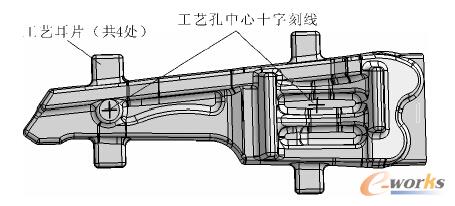
图2 零件毛坯状态
- 上一篇文章:铜质接触环冲压模具设计
- 下一篇文章:冶金机械的绿色设计与制造