



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控系统中PLC与NC之间联络的实用方法
数控机床控制系统中并非单纯的轨迹及定位控制,往往还有一些机床的逻辑动作需要相应的控制,这就要求在机床的电气控制中既有数字控制系统NC又有逻辑控制系统PLC,两者之间实现信息交换有多种方法。本文介绍了在实际设计、研制半自动提速铁路轴承内、外滚道超精机项目中,数控系统在机床伺服电机进给数控程序和机床其他动作的PLC程序控制两者之间的通信联络方法,此方法能有效地将上述两者的控制结合起来。该机床目前已制造完成用于轴承生产加工中,实践证明,该方法简单、实用,效果良好。
1 数控系统简介
数控系统中,执行数控NC功能的NCK软件程序和执行逻辑功能的PLC程序,需由用户根据机床的实际情况加以编制。软件设计中,主控程序是NcK软件程序;机床逻辑动作由NCK软件程序输出给PLc的辅助功能来完成。
1.1 输出给PLC的辅助功能
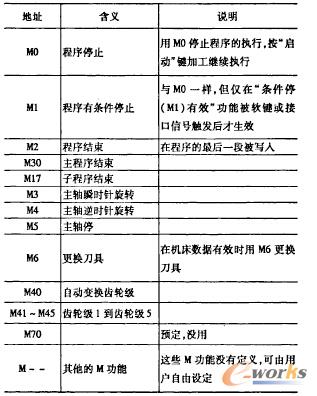
辅助功能又称M功能或M指令,是控制机床加工操作时作一些辅助动作的开/关功能,其主要用于机床加工时的工艺性指令,靠继电器的通断来实现其控制过程。辅助功能M代码是以地址M为首后跟2位数字组成,共100种(M00一M99)。机床上的各种开关操作可以通过零件程序中的M功能指令激活。M功能在使用时,每个程序段可以有5个M指令。M指令的值从O到99,为整数。其中少数几个M指令已经由系统生产厂商设置了一些固定功能,具体参见表1,其余部分可供机床生产厂商使用。
表1M功能表
1.2 PLC向NCK传送的信号
PLC用户程序和NcK(数控核心)之间通过不同的数据区可进行信号和数据的交换,PLC用户程序与交换无关,对使用者来说这是自动进行的。PLC/NCK的控制信号和状态信号会循环刷新。信号分为普通信号、运行方式信号、通道信号和进给轴/主轴信号。其中,在PLC-NcK的通道控制信号中,3200的PLC变量中的V32000006.1是读入使能禁止信号,其含义及使用方法如表2所示。
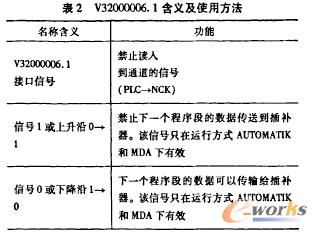
从表2可以看到,当对V32000006.1置“1”,禁止下一个程序段的数据传送到插补器,这时NC程序处于停止等待状态;当对v32000006.1复位清“0”,下一个程序段的数据传输给插补器,这时NC程序开始继续执行该下一程序段,因此,通过对v32000006.1的置“1”和复位清“0”就可以实现对NC程序段的运行控制。在机床设计中,某些情况下只有结束辅助功能才可以执行下一个NC程序段,因此,这时可以通过禁止读入信号阻止程序段的自动转换执行。
- 第1页:数控系统中PLC与NC之间联络的实用方法(1)
- 第2页:应用实例
- 上一篇文章:高精度数控机床主轴伺服控制系统研究
- 下一篇文章:大型龙门式五轴加工中心仿真系统在NX7.5上的建立和应用