



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

往复式双端面磨床夹具动作及砂轮补偿数控系统
为改变外径360~400 mm的大型轴承套圈双端面磨床依赖进口的状况,研制了MKW7675 数控往复式双端面磨床,该磨床加工工件的外径为<150~400 mm ,工件宽度为20~140 mm。本文介绍该磨床夹具控制等部分的控制系统。
选用Power Mate 0 数控系统作为该机床的控制核心,左、右砂轮的进给分别由22 N·m 的伺服电机来控制,左、右砂轮的旋转分别由30 kW的三相交流电机来实现,其中,左砂轮电机为Y/ △运行,右砂轮电机由变频器控制,使得右砂轮转速可以无级变频调速至1 500 r/ min ,因而该机床不仅可以进行大型圆柱轴承套圈的双端面磨削,还可以进行大型圆锥轴承套圈的双端面磨削。
修整砂轮的金刚笔的运动由变频器进行变频调速,不仅使得修整速度无级可调,而且使得自动修整得以很方便地实现。夹具运动和冷却液则由电磁阀来实现控制。
由于使用了数控系统及伺服系统,加工过程中,左、右砂轮的进给精度可以达到1μm ,因而使得机床的加工精度很高。同时,由于加工过程中,快进、粗磨、精磨量都是由程序控制的,提高了同一批工件尺寸的重复精度,因而加工出的产品尺寸散差好,保证了加工质量的稳定性。
1 夹具动作的控制
由于该机床加工尺寸范围大,因而工件的磨削区域也大,这就使得夹具的动作行程也大。为了节省时间,提高生产效率,夹具在运动过程中有加速前进和加速退出的动作。夹具在整个加工过程中有4个位置,每个位置均装有一个接近开关,由原位0位起,依次为0位、1位、2位、3位,其中,2位与3位之间为磨削区域。
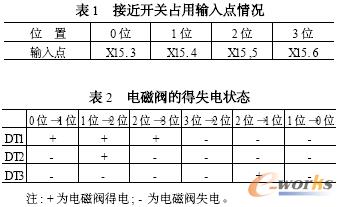
夹具的运动过程中用到了3 个电磁阀,4 个接近开关。各接近开关占用输入点如表1 ,各电磁阀的得失电状态如表2。
自动加工过程中,夹具的动作流程见图1。
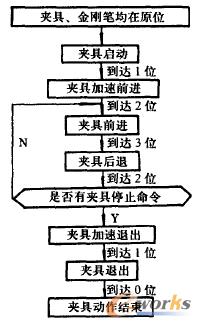
图1 夹具的动作流程
手动夹具启动时,由0位开始前进,到1 位后,加速前进到2位,然后在2位与3位之间作往复运动;夹具动作停止时,从当前位退至2位,然后加速退至1位,再减速退至0位停止。