

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于S7-300PLC的自动配煤控制系统的设计与应用
文章以石板选煤厂自动配谋系统为例,介绍了一种选煤厂多种入洗煤按照配比自动配煤的控制方法以及自动配煤控制系统的构成、上位机控制界面和PLC程序的设计与应用等。
0 引言
选煤厂的原煤来自多个矿井,各矿井原煤的煤质不尽相同。但是客户对煤质的要求一般不会变化,如果对各种煤质单独洗选,则需频繁改变选煤工艺参数,给选煤厂带来许多不便。因此,选煤厂往往是将2种或者3种或者4种原煤按照一定的比例配煤,得到一种较为适宜洗选的煤,然后进行洗选。本文以石板选煤厂自动配煤系统为例,介绍自动配煤控制系统的设计与应用。
1 系统概述
1.1 控制系统结构组成
石板选煤厂原煤有金刚矿煤、外购煤、小河日矿煤、斌朗矿煤4种;配煤系统有多套给煤机,由变频器控制给煤机给煤量;给煤机下方有3条胶带,3条胶带上均装有胶带秤,胶带上的煤量由胶带秤称得后输出给PLC, PLC通过逻辑程序实现给煤机给煤量的变频器控制,即按照配比配煤,最终将多种煤混合均匀得到合格的人洗煤。
自动配煤控制系统结构如图1所示(虚线框内设备及分站为选煤厂其它设备的控制部分)。
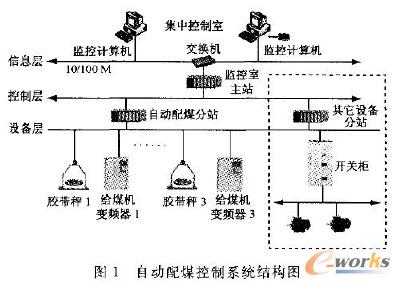
该系统采用3层网络构架、上位机加PLC的控制方式。PLC采用德国西门子的S7 - 30a系列。上位机组态软件选用德国SIEMENS公司最新的实时监控组态软件WinCC6.0,工作于WinKP系统平台,实现图形监控、动态图形显示、历史数据采集管理、状态趋势图、自诊断、报警等诸多功能。上位机选用研华公司生产的原装工.业控制计算机,完全满足工业现场的环境要求。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:高档数控机床中永磁直线同步电机驱动系统关键技术分析
- 下一篇文章:交流永磁同步电机伺服系统的仿真研究