



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴联动的高速铣床加工汽车模具
1 前言
某厂有一台Rambudi五轴联动的高速铣床,最大装夹刀具直径20mm,主轴功率12kw,最大进给10m/min,主轴转速1000到15000r/min,FIDIA系统,机床自动减速很好,每当曲率变化急剧时,自动减速,避免了高速时惯性对机床的损害,是比较典型的高速机床。
虽然高速铣床的转速可以达到15000转,但目前只是在准高速上运转,加工平缓铸铁零件的转速为7000到8000 r/min,进给约6000mm/min,每齿进给0.3-0.4 (mm/齿)左右,使用瓦尔特SΦ20球刀:P3202-D20 刀具材料:WXK15 。根据瓦尔特提供的《切削参数》查得该刀具在8000 r/min时已基本达到切削速度的上限。
2 刀具切削分析
刀具的切削速度由刀具材料、被切削材料、还有刀具的参数如:前角、后角等共同决定,一旦选定了刀具,切削速度就确定了,但我们加工模具型面用的是球刀,转速恒定的情况下,刀具各点的线速度不同,刀尖速度为零,刀径处最大,汽车模具往往是复杂曲面,刀具切切削点随时在变化,所以切削速度的变化范围很大,这在很大程度上制约了汽车模具的高速加工。
目前,在个别企业高速加工参数已经用到步距0.1mm转速3万转,但对汽车模具来讲,高速加工只适合平坦的外板件加工,因为转速越高,刀具的线速度变化范围越大,而刀具允许的切削速度范围远小于这个值。解决这个问题的途径就是分片加工,将平缓区域隔离出来单独加工,为了避免刀具中心线速度为零的缺点,可以适当倾角加工。外板件比如发动机罩的拉延模,产品部分平缓,可以进行高速加工,工艺补充部分就不适合高速加工,内板件几乎除了压料面以外找不出平缓面,这里说的平缓面必须要大,如果太小会因分片太多而提刀多,刀具轨迹很短而频繁拐弯反而不利于高速加工。即便是外板件有些也分不出多少来,比如前围,外露面较少,平坦区域也就较少,拉延模凸模能分出来高速加工的区域不足20%,这20%可以提高效率30%,那么整个凸模提高效率在5%以上,象发动机罩车门等件还要高些有可以达到20%以上。如果一个零件只能分出一小片来高速加工,对整体而言不一定提高效率。
3 高速编程注意事项
3.1 数模表面质量的检查
数模的质量对高速加工起着很重要的作用,会直接影响刀轨的光顺性,进而影响效率和质量。根据我们以往的经验,在模具型面进行加工前提前进行数模表面的质量分析是非常有必要的。
(1)分析的主要内容:
产品型面的光顺性、裂缝和缺陷、在拉延方向有无负角、工艺补充部分是否倒圆角等,保证实物加工质量。
(2)分析方法:
1)用断面曲率梳和高斯半径进行的产品型面光顺性分析,发现产品数模表面质量问题。
2)通过视图操作、偏差分析等,检查数模是否存在扭曲、重叠、裂缝等缺陷。
3)加工型面数模精度的分析,分析数模在制作时的公差,对表面加工质量能造成的影响提前预计。
4)进入UG加工环境,对加工的数模进行验证,对有异常的面(被加工面显示虚线方框),提前处理,防止扎刀现象的发生。要分析仔细,尤其是较小的过渡面、圆角面易发生问题,这一点很重要,高速加工时一但出现过切等错误,可能造成很大的事故。
3.2 型面分片及接刀原则
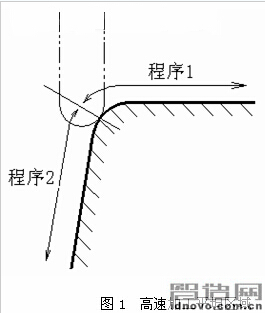
(1)模具型面加工时,采用分块编程,把平坦和陡峭的面分开,以改善加工工艺性,提高加工效率。如图1所示,平坦区域的程序1就可以考虑使用高速加工。
- 上一篇文章:车铣复合加工的有效解决方案
- 下一篇文章:汽车模具制造中,高速铣削加工数控技术的应用