



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

数控系统中PLC信息交换技术
在数控系统中,CNC和PLC在逻辑上是相互独立的功能单元。其信息交换是以PLC为中心,在CNC、PLC和数控机床之间进行信息传递。CNC将各种功能代码M、S、T的信息,手动/自动方式信息,各种使能信息等发给PLC。而PLC将M、S、T功能的应答信号和各坐标轴对应机床参考点的信息等发给CNC。PLC又将控制机床的执行元件以及各种状态指示和故障诊断报警等信息发给机床。而机床将操纵面板上各开关、按钮等信号以及各运动部件的限位信息等发送给PLC。
一、外置式PLC信息交换
外置式PLC是一个通用型PLC,它完全独立于CNC装置,具备完善的硬件和软件,能够独立地完成逻辑顺序控制任务。CNC和PLC都有自己的开关量I/0接口电路,PLC的I/0点数和功能可根据数控机床辅助动作的复杂程度而定。
在对某企业所使用的CK6150的数控车床系统置换时,采用原有FAGOR8025数控系统加外置西门子S7-200型PLC的维修方案。PLC采用CPU226(24V直流输/16继电器输出)为主单元,扩展EM221(8进)直流24V输进单元和EM222(8)继电器输出单元组成56点的可编程控制器[2]。
CNC系统和PLC接口接线原理图如图1所示。图中KM1为液压电动机控制辅助触点,KM2、KM3为用于连锁控制的主电动机控制辅助触点,T1~T4为刀位检测开关,SQ1、SQ2、SQ4、SQ53为X轴、Z轴正负向限位开关。另外,M/S/T选通讯号、工作方式信号、NC急停信号和复位信号、辅助功能编码(MST01~MST20)信号分别由数控系统接至12.2~12.7、13.0~13.5。数控系统发出M、S、T辅助命令时,首先通过I/0口向PLC发出相应的M、S、T选通讯号,然后MST01~MST20发出相应编码信息,编码方式灵活多样。
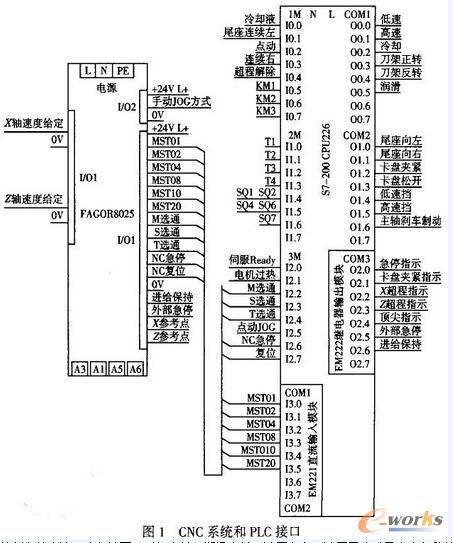
PLC输出分别用于控制主轴变速、冷却油泵、刀架电机、润滑电机、液压卡盘、液压尾座以及产生各种控制指示等功能。
二、内置式PLC信息交换
内装型PLC也称为内置型PLC,其全部功能置于CNC内部,与CNC集成于一体。PLC的硬件和软件作为CNC的基本功能同一设计,其性能指标也由CNC系统来确定。PLC与CNC其他装置之间的信号传递在系统内部进行,PLC开关量的输出通过CNC的I/0电路完成[3]。
PLC既可与CNC之间共用CPU,也可分别设置专用的CPU。共用CPU固然可以充分利用CNC装置中微处理器的资源,但是当PLC的I/0点数太多时,会影响到CNC功能的处理速度,一般用于中低档的数控系统。采用专用CPU来完成PLC的功能,速度快,用于规模大、逻辑复杂、动作速度要求高的数控系统中。
内部带PLC的FAGOR 8025/8030数控系统(图2),内部输进喻出点数为41/24点,采用PLC和CNC共用CPU和存储器的方式,其内部PLC与CNC之间信号交换如图2所示。I42~I104是CNC至PLC的内部逻辑开关量信号,O25~O64是PLC至CNC的内部开关量信号,分别通过内部公共存储单元实现CNC和PLC之间信息的相互传递。I1~I41是机床至PLC的外部开关量信号,O1~O24是PLC至机床的外部开关量信号。

另外,PLC还可通过其中2047个标志器、203个寄存器等存储单元实现与CNC交换数据。PLC运行时,可通过置位标志位M 1801~M1899在CNC中产生1~99号相关报警、提示信息。其中前面25条为致命错误,当出现其中任何一条错误信息时,CNC将中断程序的执行。PLC遵循一定的规则还可对CNC装置中的寄存器进行修改。在执行M/S/T功能时,CNC直接将相应的功能代码,传送到PLC的相应寄存器中,供PLC进行后置处理。
由于内置型PLC与CNC采用内部数据总线来处理信息,使得数据处理能力强,外部接线简单,可靠性高。
- 第1页:数控系统中PLC信息交换技术(1)
- 第2页:开放式数控系统的PLC
- 上一篇文章:CNC系统的控制软件及其工作过程
- 下一篇文章:多轴控制和超高速加工技术