



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

嵌入式数控系统的体系结构与系统设计(上)
1 概述
从20世纪中期开始,数控技术经历了6代的发展历程,进入了当前的以工控微机为控制核心的计算机数控时代。工控微机的硬件电路针对通用的数据处理和文件管理而设计,CPU适合于复杂指令集,具有很强的数值计算、逻辑处理和控制功能,但结构复杂,在专用的控制系统中产生了不必要的硬件冗余,多余电路无法裁剪,功耗很大,结果是工作可靠性降低,数控系统的平均无故障时间(MTBF)不能达到正常的生产指标要求。此外,工控微机的硬件不是针对实时控制设计的,不能很好地满足实时控制需要。
近年来,以ARM、MIPS等为代表的基于精简指令集(RISC)的新一代32位嵌入式微处理芯片,体积小、功耗低、主频高、实时性强、片上资源丰富、支持多数嵌入式操作系统,实现了嵌入式系统的片上集成(SoC),其特点是软硬件可裁剪,具有多级指令执行流水线,处理速度快,具有硬件浮点运算功能等,大大增强了嵌入式系统的实时计算与控制能力,将之取代工控微机,作为数控系统的控制核心,能显著提高数控系统的可靠性和控制性能。本文研究嵌入式数控系统的体系结构,基于英特尔XscalePXA275的ARMl0微控制器,结合开源的嵌入式Linux操作系统,通过软硬件自主开发,操作系统和系统模块的裁剪设计,控制多台交流伺服电动机伺服进给和系统辅助信号等的功能控制,实现具有自主知识产权的嵌入式多轴联动数控系统的设计。
2 嵌入式数控系统的体系结构
2.1硬件结构
根据数控系统的功能水平,可将嵌入式数控系统分为如下两种结构。
1.基于单微控制器的嵌入式数控系统
单微控制器嵌入式数控系统,使用单个嵌入式系统,全部功能操作,通过集中控制、分时处理的方式执行。结构框图如图1所示。
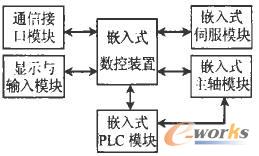
图1 单微控制器结构的嵌入式数控系统硬件框图
6个硬件模块的功能如下:
(1)嵌入式数控装置。它是系统的控制核心,在嵌入式微控制器上建立有嵌入式操作系统,完成信息处理和实时控制,实现人机交互。在嵌入式操作系统的管理下,处理输入程序、执行译码、刀具补偿和速度处理,进行插补运算和位置控制;执行M、S、T等辅助功能指令,将逻辑控制信号发送给嵌入式PLC,实现系统的功能控制}在系统管理上,还要进行程序开发、调试、监控和诊断等工作。
(2)嵌入式伺服模块。接受数控核心发出的电动机伺服控制信号,如进给脉冲和方向信号等,通过驱动电路,进行电流环、速度环和位置环的精确控制,驱动伺服电动机,实现多轴联动的轨迹控制。
(3)嵌入式主轴模块。实现主轴调速和控制主切削运动,采用嵌入式PLC实现主轴的启动和停止,配合主轴驱动电路完成主轴的定位和伺服运动,实现系统的C轴驱动及换刀等功能。
(4)嵌入式PLC模块18I。实现系统的开关量控制和各种逻辑控制。数控系统的开关量信号很多,包括机床控制面板(MCP)、刀位等控制信号,一般有上百至几千个开关量,仅靠嵌入式微控制器的接口扩展,资源不能满足要求,需要通过PLC的扩展模块得以实现。此外,采用PLC可以实现模/数、数,模转换,实现对模拟量的控制,易于实现伺服进给与主轴转速的倍率控制等。
(5)显示与输入模块。通过键盘、触摸屏、手摇脉冲发生器等输入装置,输入控制指令;数控系统的实时运行状态通过LCD、指示灯等显示,实现人机友好交互。
(6)通信模块。主要指RS232、RS485、以太网口、USB等接口模块。嵌入式系统是借助宿主微机来开发其系统软件与应用程序的,一般通过RS232接口进行超级终端显示,通过以太网进行网络文件系统(NFS)的挂载,实现嵌入式操作系统的建立和软件开发。因此通信模块对于嵌入式系统的程序输入与软件开发尤为重要。此外有了以太网口,可方便与局域网、互联网的连接,便于远程操作,实现网络化控制。
单微控制器的嵌入式数控系统,由于只有一个中央处理单元,难于处理较为复杂的控制任务,因此控制轴数有限,响应速度较慢,一般适合于不超过4轴的经济型数控系统的控制应用。
- 上一篇文章:基于发展装备制造业的PC数控系统发展思路探讨
- 下一篇文章:嵌入式数控系统的体系结构与系统设计(下)