



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PLC与触摸屏在开齿机数控系统中的应用
引言
近年来,在屠宰、刀剪制造、机械加工和木工等领域,相继有各种款式的开齿机问世。它的主要功能就是开齿和修磨,也可以作为校正专用工具的设备。在不同行业,根据不同场合的要求,有单轴、两轴和三轴开齿机供用户选择,实现各种不同加工目的和要求。其控制系统也有从简单的液压驱动到复杂的步进甚至伺服驱动发展,通常可采用专用数控机床企业开发的数控系统控制,但操作复杂。成本比较高。由于PLC近年相继开发出可实现各种特殊功能的功能模块,根据设备工艺,可以采用定位模块来实现系统的定位伺服驱动,用模拟量输出模块实现系统的机电调速驱动,用人机界面来实现人机友好操作,这样就组成一个简单而有效的、成本相对较低的数控系统。按这种方案,详细介绍一种三轴开齿机的电气控制系统及其软件的设计过程。
1设备结构及工作原理
三轴开齿机主要是由机座架体、夹压机构、切削砂轮和修整轮等部分所构成。共有3个移动轴XYZ:机座水平方向移动轴X、砂轮前后方向移动轴y和夹具上下方向移动轴Z。修整轮固定在机座架体上,由一个定位伺服电机驱动X轴进给;夹压机构也固定在机座架体上,用来对工件进行固定夹紧以便于加工,由一个液压缸通过一个液压阀来控制夹紧,另液压缸通过一个液压阀来控制作上下Z轴运动;切削砂轮用来研磨工件,它的转速由一个变频器控制电机来实现,砂轮座由一个定位伺服电机驱动y轴进给。开齿机有手动和自动功能,在手动状态下,可以实现设备一些初步的状态调整和功能调试,自动过程根据实际加工的不同情况,有单独启动X轴、启动XY联动和启动XYZ轴联动的方式。
在加工过程中,切削砂轮会磨损,形状会变化,应及时用修整轮对它形状进行合理的修整,修整后会砂轮和修整轮都会产生磨损量,应进行补偿设置。
开齿机工作时先启动有关电机,在手动状态下用夹压机构定位夹紧待磨工件,然后进行手动对刀,设定工作程序零点,选择好工作方式,如选择联动方式,则要对齿形进行编程,定好开齿加工轨迹,设置好有关参数,再启动自动功能。
2硬件系统设计
根据设备工艺,硬件系统如图1所示,由PLC、触摸屏、定位模块、伺服驱动器、伺服电机、模拟量输出模块、变频器、三相感应式异步电动机、开关量输入部分及开关量输出部分等,组成了XY轴伺服定位系统、Z轴液压驱动系统和砂轮调速系统。
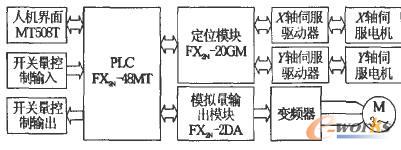
图1系统硬件原理
PLC是整个系统的控制核心,采用三菱FX2n-48MT,触摸屏是系统的人机界面,采用威纶通的eView MTS08T,定位模块采用三菱FX2N-20GM,伺服控制系统采用三菱交流伺服放大器MR—JZS-200A配备三菱伺服电机HC-SFS-153,模拟量输出模块采用三菱FX2N-2DA,变频器采用三菱FR—F740变频器。
通过RS485与PLC连接组成人机操作系统。FX2n~20GM不仅可以处理单速定位和中断定位,且能处理复杂的控制,能同时执行2轴控制,可实现线性插补和圆形插补功能。MR—J2S-200A额定输出功率为2 kW,是三菱开发的具有更高性能和更高功能的伺服驱动器,有位置控制、速度控制和转矩控制可供选择,广泛用于需要高精度位置控制和平稳速度控制的场合,支持ABS模式,具有优异的自动调谐性能和机械分析功能。伺服电机HC-SFS-153采用高性能的CPU和分辨率为131 072脉冲/转的绝对位置编码器,大大提高了的响应性,具有进行更高精度控制的能力。FX2N-2DA可将12位数字量转换成2路模拟量输出(电压或电流),使用其中一路的模拟量输出,连接到变频器转速给定,就可以对其转速进行调节。FR-F740系列变频器为多功能型,适合一般负载使用。开关量输入部分有:XY轴的减速回零近点开头、正/反向限位开关、各种报警信号输入、Z轴上到位和下到位开关等。开关量输出部分有:控制各电机接触器的信号输出和变频器的启动与停止信号等。
3软件系统设计
3.1 人机界面的软件设计
根据设备工艺和控制要求,触摸屏的操作界面用EB500软件进行设计,操作系统主要设有7个界面:信息界面、调试窗口、开机界面、手动界面、功能界面、修整界面和开齿界面,其中从信息界面有进入调试窗口的转换按键,从功能界面有进入修整界面和开齿界面的转换按键。开机界面和手动界面如图2所示。
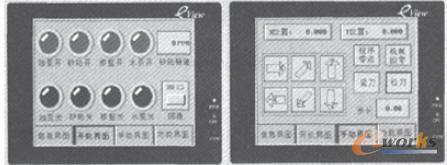
图2人机控制界面
信息界面为开机初始界面,设有日期和时间的显示、机器使用状态显示、机器故障报警显示、设备信息和厂家信息等,当机器发生故障时自动跳回本界面。开机界面设计有油泵、砂轮、修整轮、水泵、润滑泵等电机启动和停止的按键以及砂轮转速设置项,通过按下砂轮转速弹出的小键盘可实现对其转速进行调节。
手动界面设计有XYZ轴手动移动键、步长设置项、回机械零点键、紧刀键、松刀键、程序零点设置键及Xy位置值的显示,是一个手动状态界面,通过各按键,可以实现手动调试和初步调整。
进入功能界面后可选择进入修整界面和开齿界面,开齿界面设计有Z轴启动键、工作方式键、开齿数、启动键、停止键、数据设置窗和程序控制窗等。
修整界面设计有修整轮补偿量、修整进给速度、砂轮补偿量和其它与开齿界面相类似操作项。调试窗口设计有关调试的按钮,当设备出现故障时,拒绝接受任何手动和自动状态下的移动指令,在信息界面通过输入正确的密码进入调试窗口,在调试状态下可接受手动状态下的各移动指令,进行维修和故障恢复。
- 上一篇文章:基于现场总线的可重构数控系统的研究
- 下一篇文章:基于NX6.0的整体叶轮多轴加工技术