



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

PCB多轴数控钻机高频振动分析
PCB (印制电路板)多轴数控钻机是印制电路板精密孔位加工中关键的工艺装备。精度高(±0.02mm)、速度快(75m/min)、孔小(Φ0.1mm)而多己成为新一代PCB数控钻机发展和提高面临的主要难题。要实现高速一般都要结构轻型化,而轻型化导致机械系统的固有频率下降,而高速就意味着激振频率提高,这就让机器很容易进入共振区工作。所以对于高速、高精、高稳定性的机械设备,设计过程中的振动和模态分析就变得极为重要。
1. PCB多轴数控钻机介绍
PCB数控钻机(如图1所示)是典型的光机电一体化产品。它以数控技术为基础,借助机床X, Y, Z三个坐标系统协调运动,当X, Y轴快速准确地到达目标位置时,控制系统发出指令,Z轴执行机构进行钻孔操作,从而实现精密孔位加工。
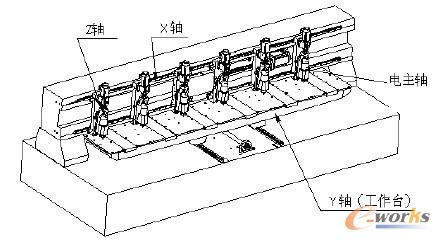
图1 PCB多轴数控钻机结构图
光栅尺作为伺服控制环节中检测反馈的工具,其分辨率高达0.1μm。光栅尺的读数反馈给控制器,控制器根据此反馈数据发决定设备的下一步动作。因此,光栅尺安装件的动态性能直接影响光栅尺的读数,进而影响电机的动作,影响机床的动态性能。
PCB数控钻机X轴向光栅尺安装在光栅尺游动座上,光栅尺游动座通过X向滑块转接板与Z轴底板固定在一起,因此光栅尺游动座、X向滑块转接板的动态性能直接影响光栅尺的读数。

图2 机床Z轴装配图
现在PCB数控钻机的高速电主轴转速可达200000r/min以上。其工作转速如表1所示。
表1:电主轴工作转速
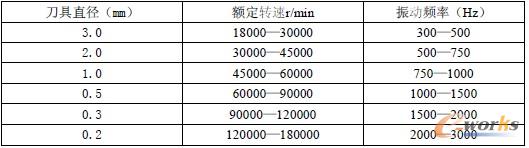
电主轴作为一个高频激励源,其激振频带广,几乎覆盖了3000Hz以下的所有频带。一般机械系统的模态频率都在其激励频带范围内,这对机械系统的动态性能是一个很大的威胁。
2. 振动测试与分析
2.1 振动响应测试与分析
PCB数控钻机电主轴转速为9万转/分钟时,X轴向电机发出刺耳的声音,经振动测试得知,X轴向光栅尺游动座在985Hz和1467Hz附近频带存在较大振动(如图3所示)。
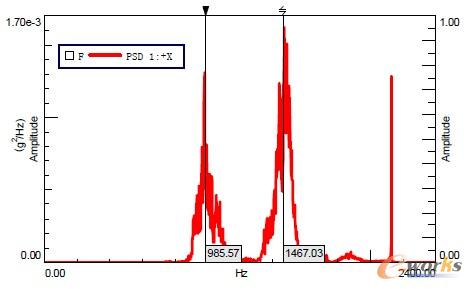
图3 游动座的振动响应谱(X轴向)
2.2 锤击法求频响函数
利用LMS SCADAS Ⅲ数据采集系统和数据处理软件LMS Test.Lab,对机床Z轴装配体进行锤击振动测试。由力锤敲击产生激励信号,机械系统在激励信号的激励下产生振动,采集输入到机械系统的力信号,以及机械系统的响应信号(加速度信号),由激励信号以及响应信号得到机械系统的频响函数,根据频响函数可以进行模态参数识别,得出机械系统的模态频率、振型、阻尼比等模态参数。
从频响函数(如图4所示)看出,机械系统在930Hz和1370Hz附近有两个峰值,电主轴9万转对应的激励频率是1500Hz。从以上分析可以得出,由于游动座的自身模态被激励而引起的振动导致了光栅尺读数出现误差,才引起电机啸叫。
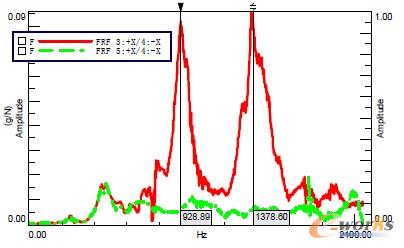
图4 频响函数
锤击主轴夹一侧,测试游动座及X 向滑块转接板的响应(X轴向)红色:游动座的频响函数;绿色:X向滑块转接板的频响函数
- 上一篇文章:FANUC系统的原点和原点回归的几种方法
- 下一篇文章:Fanuc 法拉科系统数控车床对刀及编程指令介绍