



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron五轴加工实例叶轮加工(三)
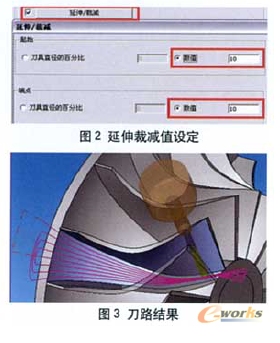
选择导动曲面作为干涉检查面,并定义刀具路径产生类型,公差设置为1.6,在这里预留0.1的量,也就是在最后清根时加工的余量,如图1所示。
为避免加工不到位的h}况的发生,我们使刀其路径在切人/切出的地方做10mm的延伸,这样就可以避免这类情况的发生,如图2所示,将刀具直径的百分比的数值设为10。该程序得到的结果如图3所示。

第四步:基于精加工基础上粗开程序的刀路控制
在精加工的基础上,我们会很容易地利用毛坯分层建立粗加工程序,首先拷贝最后,段程序,粗加工铣削设置如图4所示。
在开粗刀路中,分别定义层数与间距进而定义加工刀路中的层数与间距,这里的间距是两层之间的3D距离,在这见你也可以定义精加工刀路。



在曲面路径中定义导动曲面,取消原导动曲面,选择刚刚建立的新回转曲面。单击“高级”选项,选择“在前侧产生刀路”,如图5所示。如果这个选项没有被选中,那么刀路将在整个叶片中产生。这个对话枢也同样可以用来定义刀路与曲面之间的角度。
计算该程序段,得到粗加工+精加工刀具路径,如图6所示。
第五步:添加毛坯,优化粗开刀具路径
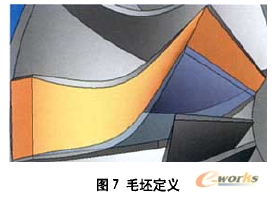
在每个程序段中添加毛坯,对刀具路径进行优化。在叶片之间建立3个曲面,并利用这3个面来定义毛坯,叶片如图7所示。
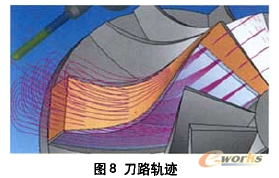
调整叶片的透明度,这样可以方便对毛坯的观察,选取,我们可以看到会产生很多刀路轨迹,见图8。

除零件外,还有很多没有参加切削的刀路,现在通过简单的设置来取消这些毛坯以外的刀路。拷贝上段程序并对其进行编辑,打开“毛坯定义”选项,选择你刚才定义的毛坏曲面,如图9所示。最后,计算该程序得到刀路轨迹,如图10所示。
如果你看到在空间连接的刀路轨迹(毛坯定义后),这就说明你定义的毛坯在刀路运算时起了一定的作用,如果你对这样的连接方式不满意,可以在“连刀”中更改相应参数,直至得到满意的效果。(全文完)
- 上一篇文章:DCS系统中顺控功能在3台工业水泵电气控制中的应用
- 下一篇文章:人机界面和PLC在机床改造的应用