



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Cimatron五轴加工实例叶轮加工(一)
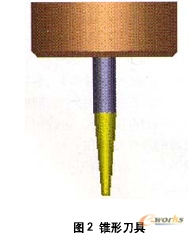
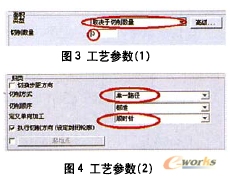
叶片型面铣削采用锥形环形刀(直径3mm,切削刃长度30mm),见图2.某叶轮单个叶片型而加工采用的解决方案—2曲线之间仿形铣,刀具铣削范围控制在两曲线之间,切削类型的选用“取决于切削数量”,通过切削数量控制切削量,从而产生切削路径,见图3。切削方式为“单一路径”,定义单‘向加上的类型为“顺时针”,以上2个参数可根据工艺要求进行定义,同时也应考虑叶片的具体形状,见图4.

1定义几何
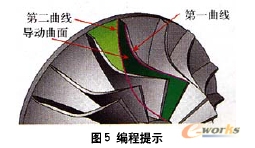
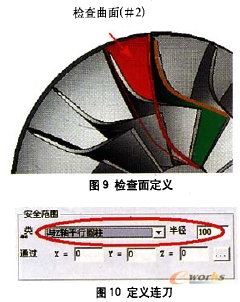
选取叶片外侧边缘作为“第一”曲线,选取叶片内侧边缘作为“第二”曲线,选取两叶片之间的曲面为“导动曲面”,以上3项为必选项,是产生“代码”的基本要求。
“第一”曲线以空间的轮廓对曲面加工轨迹进行限制,使轨迹在限制区域1内进行加下;“第二”曲线以空间的轮廓对曲面加工轨迹进行限制,使轨迹在限制区域2内进行加工;“导动曲面”定义产品上被加工曲面对象,见图5。
2定义刀轴控制
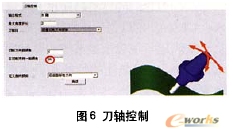
刀轴倾斜方式定义为“根据切削方向倾斜”,考虑到需要利用刀具侧刃进行加工,所以,此时需要对刀轴矢量进行合理的控制。采用根据切削方向倾斜的方式,这样刀具沿着曲面形状的自然走向产生刀具路径,用这样的刀具路径加工出来的零件更加光滑。将“在切削方向一侧倾角”设置为85°,这主要是考虑到切削刀具的锥角(利用铣刀的侧刃对空间的曲面进行加工,能大幅度提高曲面的精加工效率)见图6.
注意上面的数值85°,这将使得机床在不停地旋转观察机床模拟。这里所提到的旋转是由于干涉检查而产生的,当我们采用80°或85°时,观察刀具变化及机床模拟中机床的变化,并进行比较。刀具锥角变换为2.5°,重新进行设置而比较之间差异。
分页
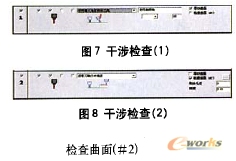
3定义干涉检查
定义第一干涉检查选项:选择导动曲面作为干涉检查曲面,系统会自动将被加下曲面作为干涉检查面。这种情况的应用主要是为了解决扭曲导动面在被加工后与刀具发生干涉的现象,见图7。
定义第二干涉检查选项:再次选择两叶片之间曲面作为第二干涉检查曲面,刀具发生干涉将“沿着刀轴方向缩进”,检查曲面是指用于空间曲面加工时刀具的干涉面,见图7。
4定义连刀
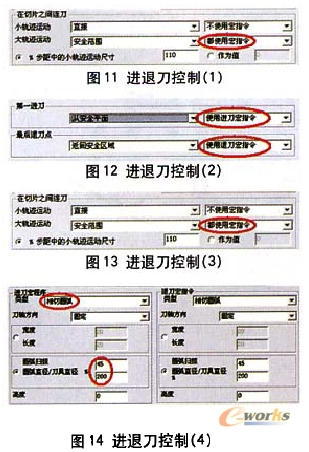
在安全范围内定义连刀类型为“与Z轴平行圆柱”。由于通过X0,Y0,ZO点并且平行于Z轴,所以刀路之间过渡方式将以半径为1 OOmm,轴线通过0点且平行于7轴的圆柱进行连接,见图10。在第一进刀中选择“使用进刀宏指令”,在最后退刀点中选择“使用退刀宏指令”,进刀宏程序类型为“圆弧相切”,圆弧扫掠设置为45°,通过以上设置可以对刀路轨迹的进刀、出刀进一步控制,见图11-14。
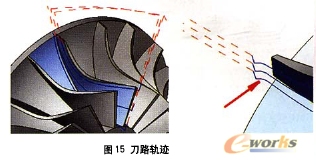
进退刀具有相同的宏指令设置,所以在叶片加工的刀具路径中必然产生相同的结果(每层都相同),见图15。
- 上一篇文章:HMI9108人机界面在锅炉中的应用
- 下一篇文章:Cimatron五轴加工实例叶轮加工(二)