



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX CAM的汽车转向节终锻模膛的高速加工
一、引言
在计算机辅助制造设计中,NX是应用最为广泛的一种CAM设计软件。在这个平台上,用户可通过图形交互界面迅速而准确地实现数控编程,并且能快速地修改、调试程序。对于复杂曲面,NX CAM具有直接输出样条曲线的NURBS插补功能,可以快速加工出复杂而极其光滑的曲面,并采用高速加工技术,可满足各种复杂曲面和造型特征的高速度、高精度的要求,且容易编制合理有效的数控加工程序,以提高模具质量并缩短加工周期。
汽车转向节是底盘的关键部件之一,它必须具有强度高、抗冲击性能强、耐疲劳的品质,因此国内外一般采用模锻锤或者螺旋压力机对其锻打成型。本锻件材料为40Cr,其基本成形工艺过程为:下料→1200℃预热→镦粗→制坯→预锻→终锻→切边。由此可见,锻模的工况条件非常恶劣,模具必须承受巨大的打击力,为此通常选用具有高硬度、耐高温的5CrMnMo,此外,由于转向节成型工艺的复杂性,模具结构包含了不规则飞边、倒模斜角以及深沟槽等难加工特征(图1),本文针对这些难点,以NX8.5为编程平台,详细介绍转向节终锻模膛的高速加工策略。
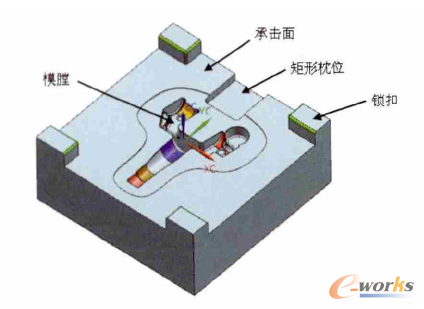
图1 汽车转向节终锻模膛
二、汽车转向节终锻模膛的高速铣削策略
高速铣削的主轴转速约为15000~40000r/min,切削速度约为400m/min,为传统切削加工的5~10倍。高速铣削精度高,表面质量好,其加工精度一般为10μm左右;且加工过程中工件温升小、热变形小且表面质量好,可以在很大程度上减少甚至省略后续电极的加量,极大地缩短了工艺流程和加工时间。
但是,在高速切削过程中需要维持恒定的切削载荷,并保证无干涉、无碰撞,否则在高速切削状态下,刀具急剧磨损。因此,本转向节终锻模膛的高速铣削策略应的定制应注意以下几点:①在精加工阶段保持浅切削速度进行加工,切削速度约为刀具直径的15%;②尽量采用层优先的方式进行加工,以平衡切削负荷;③设置进刀为螺旋或圆弧式,避免刀具在进刀或退刀过程中运动的急剧变化。
1.刀具材料及参数的选择
刀具材料选用聚晶立方氮化硼(PCBN),它具有很高的硬度和耐磨性,非常适合高速切削淬硬刚。
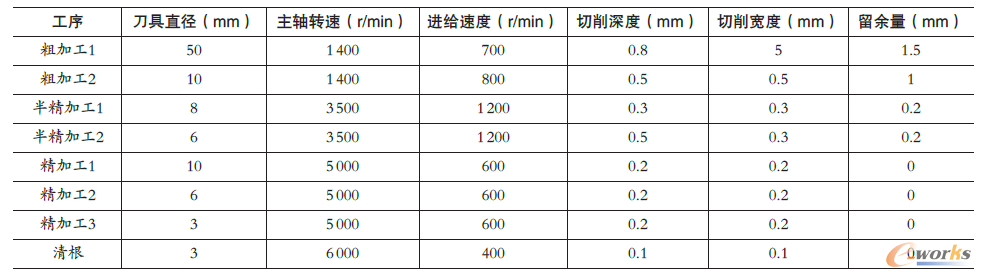
由于模具结构上的特点,先采用大直径端铣刀对模具进行大面开粗,然后对型腔开粗选取φ10的端铣刀。在半精加工阶段,由于转向节盘部形状,在锻模上形成了难加工的深沟槽部分,故采用较小刀具将其与型腔半精加工区分开来。精加工之后,选用φ3的刀具清根。具体刀具参数如表1所示。
表1 高速加工刀具参数
- 上一篇文章:IPW在NX CAM中的应用
- 下一篇文章:加工中心刀具的选择及使用