



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

水轮机叶片造型及数控铣削
水轮机转轮叶片是水轮机产品的关键零件,其制造精度直接关系到水轮机的效率和机组的运行性能。由于水轮机叶片是由不规则的曲面组成,一般的机床走刀不能满足其曲面切削加工,传统的加工方法采用随形机进行铲磨,再用布砂轮进行抛光以达到技术要求。上世纪60 年代国外研制出数控铣床,70年代后期GE、VOTTH、ATSTON等公司陆续采用三坐标或五坐标数控机床来加工叶片,80年代末和90年代国内的一些厂家才逐渐掌握数控技术进行叶片加工。传统的铲磨工艺,工人的劳动强度大,噪声和粉尘大,铲磨出的叶片波浪度大,精度低,已不能满足现代制造业的要求。越来越多的业主在水轮机产品制造品质中直接提出必须采用数控加工叶片。为此掌握数控加工叶片技术,对水轮机制造厂家来说,是占领市场的一大法宝,是取胜的制高点。
1 、叶片基于Pro/E三维几何造型
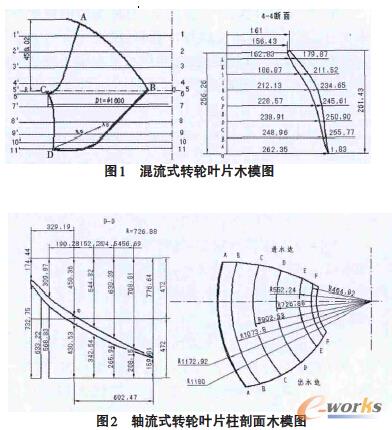
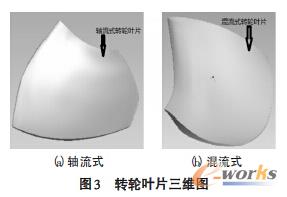
要实现叶片的数控加工(CAM),只有在准确的三维造型的基础上才能进行。叶片是非常复杂的扭曲曲面体,而叶片二维木模图形只提供数量有限的几个轴截面剖面图形、外缘尺寸和与其相交的上冠和下环流道曲线。如图1所示的是混流式转轮叶片图样断面型线,对于图1中叶片的A、B、C和D端点这种二维描述,存在着不确定性。在造型上应掌握的原则是保证各点的直径尺寸和建立的曲面光滑。根据木模图造型后的叶片三维图,还需根据转轮的上冠和下环流道尺寸校对叶片与上冠和下环交截面是否吻合。对于轴流式的转轮叶片三维造型,由于其叶片木模图采用柱剖面(见图2),所以在输入叶片各点坐标上也要采用柱坐标,但因木模图柱坐标的尺寸是用弦长来表示的,所以应根据半径和弦长的尺寸进行计算转换为角度的数据,而对于叶片的头部尺寸,也应对其二维尺寸进行近似的数据的计算,转换为柱坐标的尺寸。
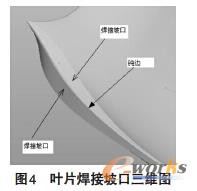
在输入木模图坐标尺寸后,根据坐标点连成断面线,当曲线出现拐点或个别点连接不够光滑时,应对点的坐标尺寸进行必要的修改,再用边界混合工具建立叶片的曲面。当应用边界混合工具进行曲面造型时,某些曲面边缘只有三条边时,造型的曲面往往会出现皱折,这时应对曲面进行修正。在所有曲面造型成功后,对曲面进行合并,最后进行实体化。某些叶片特征在实体化后,还需根据叶片与上冠边交接尺寸,对其相贯形面进行交割。实体化后的叶片形状如图3所示。
叶片的三维图形除了按叶片木模图进行造型外,还需要对其与上冠、下环(轴流式的转轮与轮毂)的焊接坡口进行造型。叶片的焊接坡口形状、尺寸应根据转轮焊接图样要求进行,由于叶片焊接面各点厚度是变化的,所以其坡口造型不能用倒角工具。若用可变剖面扫描工具进行焊接坡口的造型,坡口的角度与实际要求相差较大,因为叶片与转轮的上冠和下环的交截面形成的角度是变化的,而用可变扫描工具造型的叶片焊接坡口是固定角度,所以对于大部分转轮叶片焊接坡口不能用可变扫描工具。只能建立随焊接面角度变化的切面进行切割,切割后的焊接坡口如图4所示。
- 上一篇文章:SCADA自动化软件平台综述
- 下一篇文章:曲道奎:清醒看待机器人“井喷”