

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
文章推荐
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

艾默生CT PLC在数控磨沟机中的应用
在对数控磨沟机产品原理分析的基础上,论述了基于艾默生CT EC20H高速运动控制型PLC在机床数控集成自动化系统设计中的应用。对于需要多轴插补功能的机电伺服控制领域,艾默生CT EC20H产品表现出强大的技术优势。
1 引言
磨床属于金属工件表面精密加工机床。磨床基本原理是用砂轮或油石(刃具)对零件表面做浅深度微量切削加工。磨削时的切削深度很小,在一次行程中所能切除的金属层很薄。磨具旋转为主运动,工件或磨具的移动为进给运动。磨床加工精度高、表面粗糙度Ra值小。磨削加工可以获得较高的加工精度和很小的表面粗糙度值。磨削不但可以加工软材料,如未淬火钢、铸铁和有色金属等,而且还可以加工淬火钢及其他刀具不能加工的硬质材料如陶瓷与硬质合金等。
数控磨沟机属于磨床的一种,主要用于磨制丝锥钻头等硬质合金工具排屑槽,属于比较冷僻的专用机械加工设备,用量不大,生产厂家也比较少,以进口设备为主。由于数控磨沟机对控制系统的要求较高,难度也比较大,本项目研发几乎用到了艾默生CTEC20H型高速运动控制专用PLC的全部重要功能。

2 数控磨沟机概念设计
2.1系统需求分析
(1)工件进给分度控制。当加工工件进给时,分度轴旋转分度主要有两个工艺要求,一是在加工过程中不允许改变分度方向,只能单向旋转用以消除机械设备的反线误差;二是分度加工时对沟槽加工的顺序有特殊要求,而且刃数为偶数或奇数还有所不同。
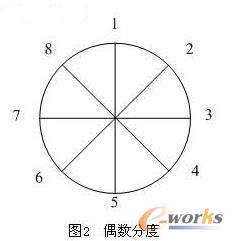
偶数以一个8个刃数的铣刀为例,每个沟槽的加工顺序是1,5,2,6,3,7,4,8。即第一刃加工完成后,第一刃的起刀点与下一刃起刀点角度差为A,下一刃加工完成后这一刃的起刀点与后一刃的起刀点角度差为B,以此类推直到加工到最后一刃完成。
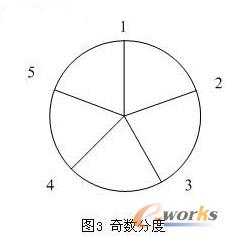
奇数以一个5个刃数的铣刀为例,每个沟槽的加工顺序是1,3,5,2,4。
本文来源于互联网,e-works本着传播知识、有益学习和研究的目的进行的转载,为网友免费提供,并以尽力标明作者与出处,如有著作权人或出版方提出异议,本站将立即删除。如果您对文章转载有任何疑问请告之我们,以便我们及时纠正。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:水轮机叶片造型及数控铣削
- 下一篇文章:数控刀具选择与刀具系统的设计优化