



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

自动化无人工厂的方案设计
本文介绍巨能机器人为某水泵生产厂家设计的自动化无人加工工厂的方案。自动化工厂由水泵端盖组件生产线、内外轴承组件生产线和水泵座生产线3 条线组合在一起,按照30 米跨的厂房规格进行设计,厂房头部和两侧预留4 米宽的通道,中间为生产线主体,生产线宽度22 米,长63 米,生产线的一端设置有集中的工件收集和检测区,对加工完成的零件进行检测和零件中转管理。作为对方案的验证,巨能机器人试生产了一条水泵端盖的生产线(如图1),经过实际的加工验证,完全达到了设计的要求。

图1 水泵端盖生产线的一角
生产线为全自动运转模式,采用现场总线CC-LINK 技术,对线上的设备进行实时控制和实时监控,并设有总控室对全线的生产状态进行掌控,生产线的现场设置大屏幕实时显示生产线状态信息。现场总线CC-LINK(Control & Communication Link)技术融合了控制与信息处理的现场总线技术是一种省配线、信息化的网络,它不但具备高实时性、分散控制、与智能设备通信、RAS 等功能,而且依靠与诸多现场设备制造厂商的紧密联系,提供开放式的环境。由于 CC-Link 可以直接连接各种流量计、电磁阀、温控仪等现场设备,降低了配线成本,并且便于接线设计的更改;通过中继器可以在 4.3 公里以内保持 10M 的高速通讯速度, CC-Link 具有性能卓越、应用广泛、使用简单、节省成本等突出优点。其不仅解决了工业现场配线复杂的问题,同时具有优异的抗噪性能和兼容性。CC-Link 是一个以设备层为主的网络,同时也可覆盖较高层次的控制层和较低层次的传感层。2005 年7 月CC-Link 被中国国家标准委员会批准为中国国家标准指导性技术文件。
自动化工厂的总控室不仅可以监控和管理生产线的状态,也可以通过现场总线技术连接到工厂的空调、空压、电力等辅助系统,实现真正意义上的对整个工厂运转的监控和管理。
工艺方案设计
自动化生产工厂的生产纲领是年产20 万件,生产节拍为1 分钟一组套件。水泵端盖组件生产线中水泵端盖部分有三条相同的支线,如果有其中一条出现故障,其他两条可以继续工作,整个生产线不会停下来。相同的设计也用在了水泵座的生产线上,也采用了两条相同配置的支线结构。
1、水泵端盖组件生产线
水泵端盖组件生产线构成包含水泵端盖支线、压环支线、组件支线、集中托盘料道、抽检工位、压装工位、打标工位、工件输出料道、工件检测区、试漏区、包装区等。
1.1 水泵端盖支线的工艺过程
线的布置按照水泵端盖、压环和组件的顺序构成,如图2。水泵端盖零件单线的节拍为3 分钟,3 条线平均下来的节拍为1 分钟,满足年产20 万件的要求。每条支线配备一个20 位料仓,可以一次填装100 个零件,按照3 分钟的节拍,单次填装可以连续工作5 个小时。
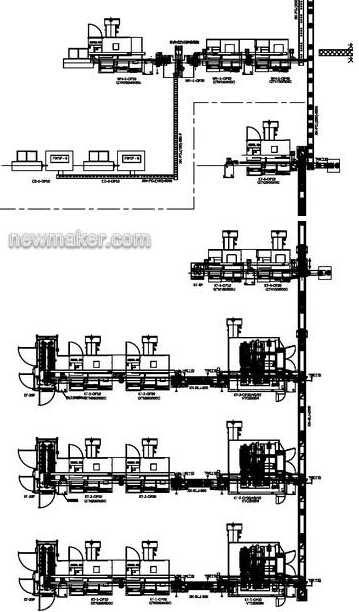
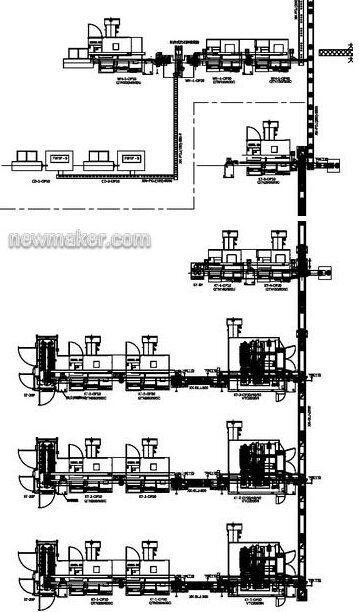
图2 全自动方案的工艺布置整体图
- 第1页:自动化无人工厂的方案设计(1)
- 第2页:自动化无人工厂的方案设计(2)
- 第3页:内外轴承组件生产线
- 第4页:水泵座生产线
- 上一篇文章:PowerMILL在注射模设计制造中的应用
- 下一篇文章:PLC在机械手控制中的应用