



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

新型铣削数控技术提高模具加工效率
作为现代产品生产的关键工装——模具的设计与生产周期、产品精度和使用寿命,也日益成为企业的新产品开发周期是否具有优势的决定因素。所以中国的模具制造业迎来的是良好的发展机遇,同时也面临着巨大的挑战。
现代数控技术模具制造水平的高低、周期的长短取决于多方面数控技术的支持,主要包括模具的工艺设计、直接影响模具设计和制造水准的软件、模具制造的设备、加工模具的切削刀具、模具的最后精修工艺、备件配件的标准化和通用化、直至模具设计制造工程技术人员的技能水平等诸多方面。本文关注的是模具的加工效率,将从刀具选用和切削工艺选择方面做一些探讨。
高速铣削数控技术
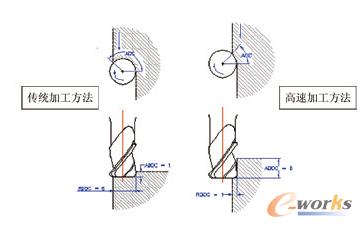
图1 高速铣削方法
加工特征:采用小的径向切削深度(啮合量)ae(降低切削热产生);采用小的平均断屑厚度切削hm(降低切削热产生);采用小的轴向切削深度(余量)ap(降低切削热产生);采用更耐磨的硬质合金刀片材质等级(因为红硬性好的硬质合金刀片材质等级在高的线速度下以及工件硬度高但线速度相同时,具有更好的刀具寿命);尽量采用比较锋利的切削刃和槽型设计;采用加冷却液的加工方法使其及时带走因高速切削而产生的大量切削热。(可能因此影响刀具寿命,但是综合经济性反而提高)。
用此方法带来的优点是:大大减少后续抛光所需时间,减少(甚至取消)电火花加工所需时间,缩短3D造型所需时间,节省加工辅助材料的无畏消耗,良好的质量和表面粗糙度Ra,避免或延缓变形,生产效率高,切削热量产生低,从而减少对工件质量的影响。
用此方法需要注意的事项:对编程要求提高,不过随着软件的发展会愈来愈没问题;对操作人员素质要求提高;由于工艺新颖,需要时间学习、优化;必须确保万无一失(新的软件仿真、模拟技术提供强大支援);适用于计划性良好和有足够利润的中高端产品; 要求系统的同轴度好,刀具径向跳动量小。
大量的试验结果表明:刀具每增加约10 μm的径向跳动量,其使用寿命就会出现20%~50%的下降。适用于高速铣削的刀具夹持产品有热胀式刀柄、D型精密夹头刀柄和液压刀柄。
热胀式刀柄的最高转速为45000 r/min。D型精密弹簧夹头刀柄的最高转速为100 000r/min。HSK-A63型液压刀柄的转速上限为40 000 r/min,3倍刀具直径处的径向跳动量为3μm。
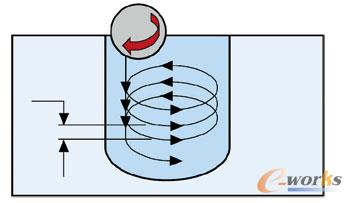
图2 摆线铣削方法
- 第1页:新型铣削数控技术提高模具加工效率(1)
- 第2页:“剥皮”铣削方法
- 上一篇文章:基于CAXA的战斗机工艺品模型的设计及制作
- 下一篇文章:浅谈CAM软件选型