



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于NX5.0的五轴加工航空发动机叶轮零件研究
引言
目前大多数多轴联动加工机床是五轴数控机床,而利用多轴机床加工零件,特别是诸如航空发动机叶轮类零件的数控加工、必须使用CAM软件生成的程序。目前国外一般应用整体叶轮类的五坐标加工专用软件,主要有美国NREC公司的MAX-5、MAXAB叶轮加工专用软件,瑞士Starrag数控机床所带的整体叶轮加工模块,还有Hypermill、Powermill等专用的叶轮加工软件。此外,一些通用的软件如:NX、CATIA、CREO等也可用于整体叶轮加工。目前,国内只有少数几家企业可以加工整体叶轮类零件,而且工艺水平距国际先进水平尚有很大差距。笔者所在单位利用引进的NX5.0 CAD/CAM软件,在德玛吉DMU50V五轴机床上加工航空发动机整体叶轮类零件取得较好的效果。
1 零件工艺性分析
零件工艺性分析是根据零件的工程图或3D图所提供的各特征元素,选择最合理加工设备、加工刀具以及安全、可靠的工艺装备来确定合理的加工方法。
图1为航空喷气发动机叶轮类零件,该零件材料为铝合金,主要的特征为15个空气导流槽,该类槽形状复杂,必须使用五轴加工中心加工。根据现有设备条件,决定采用德玛吉DMU50V五轴机床加工,并利用NX5.0CAM软件编制加工程序。
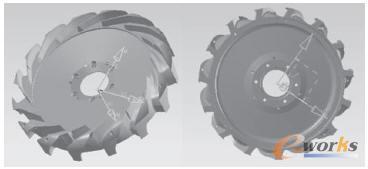
图1 航空喷气发动机叶轮类零件前后面
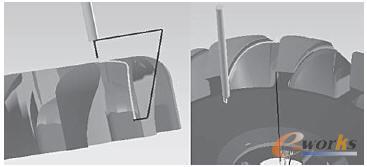
图2 五轴加工刀轨
2 零件加工编程难点
通过零件工艺性能的分析,该零件的五轴铣编程加工的难点集中在以下几个方面:
(1)该零件需要在一次装夹中完成零件15个空气导流槽的加工,如果直接用NX5.0五轴功能编程,将超出DMU50V的转动行程,这样导致最后零件无法加工。因此我们在加工侧面曲面时将刀轴的前倾角设置为-5°,这样就保证了加工的可行性。
(2)利用NX5.0将零件加工程序编制出来之后,并不能将这些程序数据直接用来进行零件的加工,还要将这些数据转换成机床能够识别的程序,这个过程就是后处理。
对于大多数CAD/CAM软件来说,都带有自己的后处理程序,但这些后处理程序一般是通用的,并不能满足所有机床的需要,特别是类似DMU50V这种斜双转台的五轴加工中心(见图3),就有必要制作适合自身的专用后处理程序。
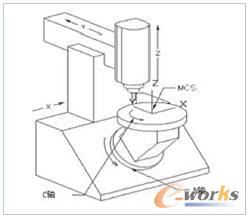
图3 DMU50V结构示意图
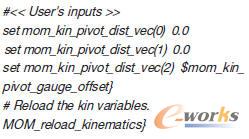
后处理制作对技术人员综合能力要求很高,对于DMU50V这种斜双转台的五轴加工中心来说,可使用NX5.0软件的Post-builder工具和TCL(Tool Command Language)语言来制作其专用后处理程序。
在使用TCL语言制作后处理时的技术要点是在proc PB_CMD_init_pivot_offsets 文件后应加入如下程序:
- 第1页:基于NX5.0的五轴加工航空发动机叶轮零件研究(1)
- 第2页:生成加工程序
- 上一篇文章:柔性化车间数控刀具的管理
- 下一篇文章:加强数控刀具管理促进数控机床增效