



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

多任务车铣复合加工CAM解决方案后置处理系统
近年来多任务加工(Multi-Task Machining,MTM)机床或称复合加工机床在国内的各种机床展览上占据显著的位置,其一次装夹,完成全部或大部分加工工序,提高工件加工精度,缩短加工周期和节约作业面积,使其成为产品加工的发展方向。并且随着数控车床和五轴加工中心等技术的持续发展,复合加工机床的刀具系统也从早期的固定刀具位数的旋转刀塔发展到如今的五轴加工(带B轴)和自动换刀精密结合的新阶段,从而极大的扩展其应用范围。这对此类机床的NC程序的编制带来了更大的挑战。
目前在国内复合加工机床的NC程序编制主要依靠机床控制系统自带的辅助编程功能和手工编程相结合,而随着此类机床向更复杂的五轴联动等方向发展,非独立CAM解决方案的NC程序编制方式面临的极大的挑战。就成熟的CAM(Computer-aided manufacturing)解决方案而言,Cimatron集团旗下复合加工旗舰产品GibbsCAM即为此领域的佼佼者。本文集中阐述GibbsCAM如何响应复合加工机床的特殊复杂配置,从而使得其后置处理系统能完整的反馈此类机床的各种加工需求。
GibbsCAM针对复合加工机床的后置处理系统由三部分组成:机床定义文件(Machine Definition Documents,MDD),虚拟机床宏定义(Virtual Machine Macro,VMM)及后置处理程序(GibbsCAM Compost)。
1.机床定义文件(Machine Definition Documents,MDD)
GibbsCAM机床定义文件根据机床类型(如3轴、4轴、5轴铣削,车削,车铣复合及MTM)定义机床的各种结构及配置参数,如机床方位形式(立式/卧式),更多的钻孔循环定义,适用的冷却方式定义,原点位置,换刀位置,以及对应的刀具系统,工作台或主轴系统等机床子系统相关参数配置。机床定义文件界面如图一所示。
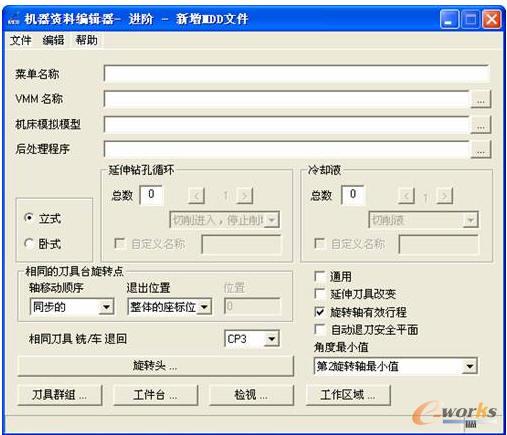
图一 GibbsCAM机床定义文件(MDD)界面
通过针对特定机床的MDD定义,在应用GibbsCAM进行程序编制过程中,其编程界面则会出现对应的改变。下文以Hardinge Conquest TT65机床为例,阐述MDD定义后GibbsCAM编程界面对其所做的响应。Hardinge Conquest TT65为双主轴双刀塔复合加工机床,上下刀塔均为12把刀位的旋转刀塔系统,其图二为其加工区域配置图片。

图二 Hardinge Conquest TT65 加工区域配置图
针对此机床定义名为Hard TT65 with Fanuc Any VMM[2T2S-YC]的机床定义文件,应用于GibbsCAM加工系统后,则:
1)在GibbsCAM的起始文件对话框中,选择所定义的Hard TT65 with Fanuc Any VMM [2T2S-YC]机床,则在坯料定义界面出现主轴选择(S1: 主轴1/S2: 主轴2)和刀塔选择(TG1:上刀塔/TG2:下刀塔),以及上下刀塔的换刀位置设定等区域,如图三所示。这些区域的显示内容即由所选择机床(MDD)决定。
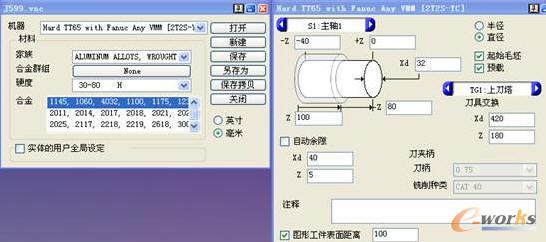
图三 GibbsCAM文件对话框
- 上一篇文章:数控机床刀具的选择
- 下一篇文章:数控机床定位精度的补偿方法简述