



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于CAD/CAM的数控高速切削加工研究
0 引言
高速切削加工是一种先进的金属切削加工技术,能大大的提高切削率和加工质量。与普通切削加工相比,高速切削加工采用全新的加工工艺,从刀具、切削参数到走刀路径的选择及程序的编制都不同于传统的切削加工,高效的CAM 软件是必不可少的一个环节。而在实际操作中,要从CAD/CAM 一体化的角度去考虑,即编程的高质、高效。CAD/CAM软件功能的正确使用,对高速切削加工零件的精度影响很大。应用CAD /CAM软件功能时,要对影响高速切削加工成败的相关影响因素进行分析和研究,把握高速切削加工的工艺技术与策略,才能使高速加工的零件获得高质量的加工效果。
1 CAD对高速切削加工的影响及对策
传统的数控加工中对于复杂零件,技术人员往往先借助于CAD软件建立模型,定义零件外形,然后通过CAM软件生成数控加工程序。CAD模型会影响加工过程,这种影响在高速切削加工中变得更为明显。在很多情况下,CAD模型没有真正定义需要加工的形状,使CAD模型不适合高速加工。用于高速切削加工的CAD模型必须完全定义出待加工的工件形状,这是获得高精度、高质量的加工表面的前提。
1.1数据交换
加工精度高、热分布范围小、加工表面质量高等,是高速加工的优势。如果用于建立零件CAD模型的公差比零件最终的加工公差还大,这显然是不合理的。数据交换是影响精度问题的根本原因。有时零件的CAD模型要在不同CAD系统中转换,数据传输过程中,需要将几何形体由一种格式转换至另一种格式,有些转换涉及按极限公差近似。由于这些公差属于累积所得,因此建立CAD零件模型时必须将零件模型的公差设定为精加工公差的1/10。为减小转换过程中精度的损失,尽可能使用同一软件进行CAD建模和CAM编程,这样就不需要模型转换的操作,以避免由此而产生误差。
1.2 边界精度
CAD系统的大部分零件由裁剪曲面“拼凑”而成,像上衣由多片形状复杂的布料缝合而成的一样。这些曲面的边界精度直接影响所产生的刀具路径质量。例如,一个圆台顶部为一个完整的圆形,平面顶盖为六角形,六角形平面则可能在顶部某些地方超越圆形的范围,如果超出的范围太大,刀具路径便会出现尖点,在这情况下,加工后的表面极可能出现刀痕。
1.3 不完整的模型
一些CAD使用者为了缩短建模型时间,建立的模型没有准确地表示需要加工的形状。例如忽略底座内部拐角处的圆倒角,甚至认为通过合适半径的刀具便可直接进行加工。实际上,如果采用这种方法,刀具必须刚好切进尖锐的拐角,这使刀具的负荷猛然增加,是刀具进行直线切削时的4.5倍。有些CAM系统可以提供解决的方法,但最好避免出现这种现象。加工这类圆倒角最好使用半径较小的刀具,在一般情况下,刀具的半径最是圆倒角的几何尺寸的30%或更小,使拐角处的切削刀具路径更加平顺,避免刀具突然转向。如果使用小刀具加工,刀具负荷可比直接切入拐角降低3倍。
1.4 不能加工的特征
对于形状特别复杂的模型,一些细微的部分必须使用EDM加工。此外,大部分零件有许多孔,可以直接将它们钻出。如果用于加工使用的CAD模型包含这些特征,大多CAM系统将会尝试加工,刀具路径会包含不希望进行铣削加工的区域,若不加以处理,实际加工时刀具必定切入孔或尖角。CAM使用者需要花很多时间修正错误,以避免重复加工放电加工区域和孔区域。因此尽量把不希望进行铣削加工的特征,从用于产生刀具路径的CAD模型中去除。
2 CAM对高速切削加工的影响及对策
高速切削加工是在高速低负荷下切削比在低速高负荷切削更能快切除材料。低负荷切削意味着可以减轻切削力,从而减少切削过程的振动和变形。在高速的状态下选用合适刀具,就可以切削高硬度的材料。高速切削切削可以借助切屑带走大部分的切削热,以减少零件的热变形。这些优点只能在合适的加工条件下实现,如果加工条件不恰当,将会影响刀具的寿命,甚至导致更严重的后果。
2.1 高速切削加工的刀具路径
如果路径不合理,在切削过程中就会引起切削负荷的突变,从而给零件、机床和刀具带来冲击,破坏加工质量,损伤刀具。在高速切削中由于切削速度和进给速度都很快,这种损害比在普通切削中要严重的多,因此,必须选择合适的高速切削路径,将切削过程中切削负荷的突变降至最低。
为了消除切削过程中切削负荷的突变,刀具路径应满足以下要求:
(1) 切削是等体积切削,即切削过程中切削力恒定;
(2) 尽量减少空行程;
(3) 尽量减少进给速度的损失;
(4) 进刀时采用螺旋或弧进刀,使刀具逐渐切入零件,以保证切削力不发生突变,延长刀具寿命;
(5) 切削速度的连续和无突变,使切削连续平稳,否则,将产生冲击;
(6) 切削时使用顺铣使切削过程稳定,不易过切,刀具磨损小,表面质量好;
(7) 采用小的轴向切深以保证小的切削力、少的切削热和排屑的顺畅。
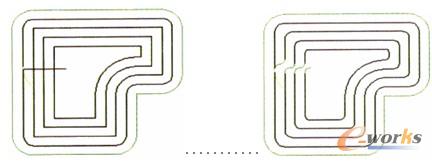
(a) 普通切削的刀具轨迹 (b)高速切削的刀具轨迹
图1 刀具轨迹
图1(a)中普通加工轨迹的尖角处用圆弧或其他曲线取代,如图1(b)所示,无切削方向突变,即刀具轨迹是无尖角的,从而保证切削方向的变化是逐渐的而不是突变的。现代高速机床的控制系统都有程序段前视和尖角自动减速功能,即在到达尖角前,将自动降低进给速度,这样虽然减小了冲击,且避免了过切,但却损失了进给速度。轨迹是无尖角的,也就避免了这种情况的发生。
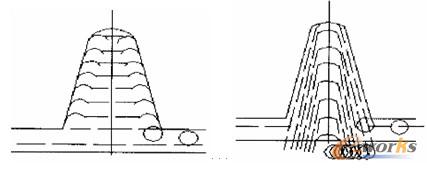
(a)余量均匀的新方法 (b)传统方法
图2 刀具运动轨迹比较
图2(a)为采用等高线法的刀具轨迹,刀具沿X或Y轴方向平动,完成金属的切除,这样可保证高速加工中切削余量均匀,对加工稳定,尤其是刀具寿命的延长有利。图2(b)为传统方法的刀具轨迹,刀具沿斜线方向时,X、Y方向的插补运动使加工余量不均匀,降低了刀具的耐用度。
- 上一篇文章:切屑的类型及控制分析
- 下一篇文章:MasterCAM在数控机床实训教学中的应用