



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

DNC系统的实施与集成应用
1 前言
我单位为典型的单件小批生产型企业,近年来数控设备大量增加,如何充分利用数控设备、高效规范地管理NC程序,一直是困扰着生产人员的重要问题。在经过长时间的技术跟踪与调研后,2008年我们引进了CIMCO DNC数控机床联网系统,并实现了DNC系统与ERP系统的无缝集成,解决了NC程序传输和管理等瓶颈问题。
2 联网前的主要问题
在联网前,在程序传输和管理方面主要存在以下问题。
1)数控机床使用的数控系统种类多,接口及通信方式差异大。控制系统有Siemens、Heidenhain、FANUC、Mazatrol、广州数控等多种,用普通传输方法难以实现统一管理。
2)用台式机或笔记本电脑传输程序,频繁的热插拔易烧坏机床及计算机接口,并且台式机、笔记本在车间里摆放无序,给现场管理带来困难。
3)机床存储器里的程序反复删除和手工输入,效率低,容易出错,大大影响了机床的生产效率。
4)数控程序保管混乱,可追溯性差,三维模型图、刀具清单、夹具清单等关联文件容易混淆,存在一定的安全风险。
5)程序不同版本之间的比较需要人工完成,费事费力、容易出错。
6)在程序调试阶段,数控机床和电脑不能实时通信,有许多在电脑上编制的程序到机床上调试更改后不能及时更新,电脑中保存的仍是老版本程序,下次调用还需要重新调试修改。
7)数控程序没有权限管理和流程管理,程序的修改和管理无法责任到人。
8)修改后的程序不能自动模拟,容易出错,存在批量报废风险。
3 系统选型
3.1 硬件
除了局域网所必备的硬件以外,我们采用了MOXA单串口服务器5110。它一端是RJ45以太网接口,通过屏蔽双绞线与交换机相连,另一端是RS232接口,通过串行线与机床接口连接。
3.2 软件
3.2.1 机床联网与远程通讯
选用CIMCO DNC-MAX V5。CIMCO DNC-MAX V5用一台服务器负责所有机床的程序传输,程序的远程调用、上传和下载、远程比较等工作可由操作人员在机床操作面板上直接完成。服务器无需专人值守,能自动响应机床端发来的指令,实现在线加工。它同时具有良好的扩展性和不同系统的兼容性,新增设备只需增加端口即可。
3.2.2数控程序的编辑与仿真
选用CIMCO Edit V5。CIMCO Edit V5是一套可以对NC程序进行编辑、数据处理、智能比较、加工时间统计、以及三维实体仿真/五轴轨迹仿真的应用程序,给编程人员提供了一个方便的手工编程和手工修改程序的平台。
3.2.3数控程序的数据库管理
选用CIMCO NCBase。CIMCO NCBase 是一套基于Oracle数据库开发的高端数控程序管理系统。它除了可以对程序号、图号、零件号、机床、用户信息等进行管理外,还可以对程序注释、三维实体造型、刀具清单、产品结构树、工艺装备、作业指导书等与程序相关的信息进行管理。编程人员、操作人员等可随时浏览工件的相关实体,而这在以前必须要用UG或其它的CAD/CAM软件才可实现,可以说实现了从程序编制到生产现场文件有效衔接。此外它还具有权限设置、版本管理、自动产生管理记录等功能。
4 方案实施
4.1 系统网络规划
DNC网络规划图见图1。
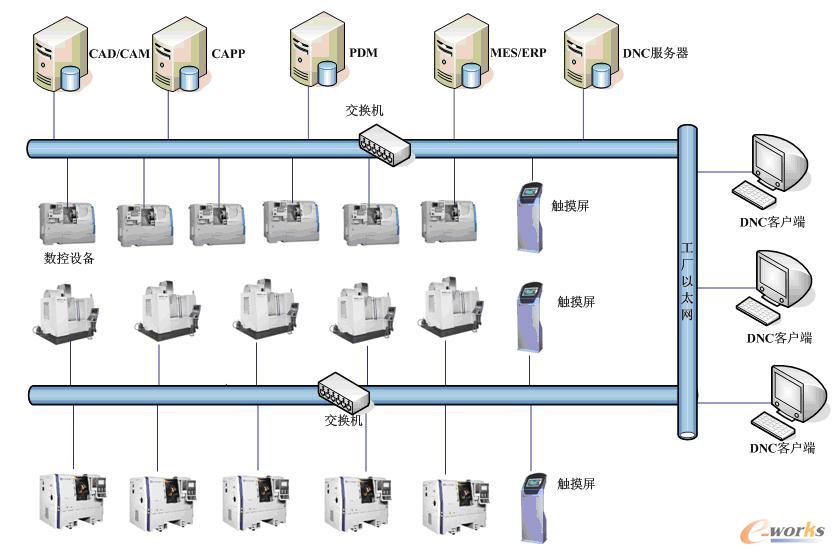
图1 DNC网络规划图
1)服务器。考虑到机床布局比较集中,因此设立一个DNC-Max/NCBase数据库服务器,负责管理整个工厂的数控程序传输和管理,程序的调用和上传由操作者在机床端完成。机床每次传输程序(包括上传、下载和在线)都能够自动进入NCbase数据库,同时自动产生程序传输日志。
2)管理客户端。在编程人员办公室和车间各个班组都设立一定数量的数据库节点,编程人员的数据库节点可以向各机床下发数控程序,可以浏览数据库内的程序和各种信息,也可以进行程序的编辑与仿真。通过机床组的数据库节点,各机床操作人员可以对各自机床的数控程序进行管理。
3)传输客户端。在工厂局域网服务器设立一个传输客户端。传输客户端用于管理人员监控整个网络DNC传输运行情况,帮助分析传输问题,监控各个通讯端口传输日志。
4)现场触摸屏。考虑到车间的布局和环境,在车间现场配备了两台触摸屏,安装了CIMCO EDIT、NCBASE等软件,可方便现场人员查看工艺文件及进行程序的仿真。
4.2 数控程序管理流程
1)程序编制
采用集中编程管理,专人负责编制数控程序。流程为:编制——审核——验证——机床程序回传。编程员编制好特定程序后,发起流程,将任务传递给审核员,当审核员登录NCBASE时,会有相应的任务提示,对程序审核无误后,程序就可以下发机床验证,之后机床程序会回传到服务器。系统管理员将经过机床检验过的程序固化在相应的产品结构树的节点下,下次下发机床直接从该节点调用即可。
2)权限设置
系统管理员有管理全厂NCBASE数据库的权限,负责产品结构树节点的添加,对流程进行定义和调整,对数据库和工厂ERP系统数据进行维护;编程人员有与数控程序相关的全部权限;对于其它工艺人员、生产管理人员、检验人员只赋予程序浏览权限。
3)数据的备份
CIMCO DNC系统的各个模块都有一键备份的功能,NCBASE数据库还有自动定期备份的功能,设定完成后,每天的数据都会备份到服务器上。考虑到安全性问题,实施网络同步备份,即数据同步备份到另外一台服务器上。
5 与ERP系统的集成
我单位2005年就已经成功应用了ERP系统并建立了大量的生产数据,因此实现DNC系统与ERP系统的集成具有重要的意义。
集成方案如下:由ERP系统将产品结构信息(不是全部而是与数控相关的)导入DNC系统,供其建立管理结构树,ERP系统与DNC系统的产品结构信息数据保持同步一致,实时更新。DNC系统实时地把每个零件相关程序的最新状态反馈给ERP系统,相关人员在ERP中通过产品结构树的零件节点查看相关信息。这样,DNC系统就和ERP系统实现了双向访问,生产部门可以通过ERP系统实时查询车间数控机床的程序及相关文档,同时DNC系统也准确地将程序内容和现有的信息资源关联起来,防止了多头管理。
具体集成示意图见图2。
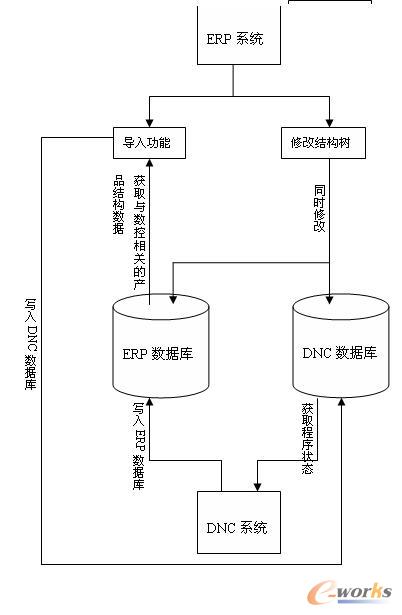
图2 DNC和ERP集成示意图
6 效果
CIMCO DNC数控机床联网及管理系统在我单位成功实施后,明显地规范了数控程序的管理,提高了机床利用率和生产效率。通过和ERP系统的集成,将企业的生产管理和技术管理统一在一个数字平台上,为企业的高效运营发挥了重要作用。
- 上一篇文章:基于孔特征加工中的UG—CAM技术
- 下一篇文章:基于UG手机上盖型芯电极设计与数控编程