



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

天津勤美达工业有限公司DNC实施案例
本文介绍了天津勤美达工业有限公司公司利用FANUC18I系统的局域网络功能,构建了加工车间生产监控管理中心的实施情况,将车间信息化工作推向一个新的高度。
一、概 述:
21世纪的制造企业面临着日益激烈的国际竞争,要想赢得市场、赢得用户就必须全面提高企业的综合竞争实力。许多企业通过实施MRPII/ERP来加强管理。然而上层生产计划管理受市场影响越来越大,明显感到计划跟不上变化。面对客户对品质、交货期的苛刻要求,更多产品的改型,订单的不断调整,特别是经济全球化的今天,产品质量、交货期、以及物流的不断升级,使企业决策者认识到,计划的制订要依赖于市场和实际的作业执行状态,而不能完全以物料和库存回报来控制生产。同时MRPⅡ/ERP软件主要是针对资源计划,这些系统通常能处理昨天以前发生的事情(作历史分析),亦可预计并处理明天将要发生的事件,但对今天正在发生的事件却往往留下了不规范的缺口。而传统生产现场管理只是一黑箱作业,这已无法满足今天复杂多变的竞争需要。因此如何将此黑箱作业透明化,找出任何影响产品品质和成本的问题,提高计划的实时性和灵活性,同时又能改善生产线的运行效率已成为每个企业所关心的问题。 我们天津勤美达工业有限公司通过多年的市场历练和摸索,目前主要转型生产汽车零部件,年加工生产量12000吨,设备精良,通过引进DEAWOO专业生产线,希望透过良好的工艺规程和精密的设备,运用统计制程品管,5S及快速换线等手法,提升生产效率,确保产品质量,满足用户的需求。但在生产现场监控这一块,由于缺乏相关的技术支持,一直没有得到很好的解决,大量的生产现场数据只能通过事后去统计汇总,无法得到实时的反馈,给生产管理和成本耗用带来极大的阻力。今年年初,通过查找相关资料,我们发现利用FANUC18I系统的局域网络功能可以采集CNC的大量信息,如程序信息,刀具信息,机床参数信息,机床状态信息和机床加工信息等,由此来构建车间生产监控管理中心。为此,我们开展了大量的市场调研,结果发现:在当今的DNC市场上,由于技术的限制,绝大多数DNC产品目前还仅限于DNC程序串口通讯,离真正的分布式控制和管理还具有很大的距离,无法满足我们的需求,仅有极少数DNC厂商具有局域网络DNC的开发经验。截止到目前为止,第一期工程已经完成,现将此工程的实施情况向大家作一个简单的介绍,希望籍此能给大家的相关工作提供借鉴。
二、系统结构
目前,本DNC项目第一期工程中涉及到的机床是本公司加工二课TRW生产线,共由四十台加工中心,四台拉床,八台专机构成,其中四十台加工中心全部选用FANUC18I,配备了局域网卡,其设备布局图如下所示:
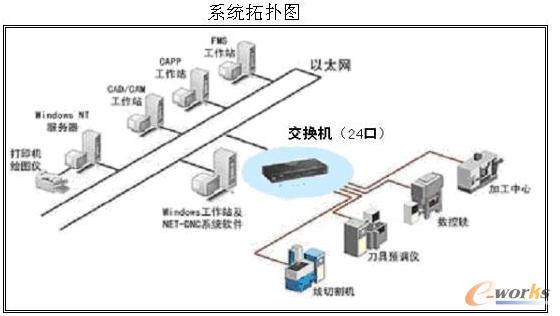
图一 DNC网络结构图
本系统采用SQL Server2000作为核心数据库,所有采集到的机床信息均上报到此数据库中,应用程序分成两大部分,即信息采集部分NET-DNC++和信息统计分析部分NET-STATIC,NET-DNC++在本系统只需一套即可,而NET-STATIC可以安装多套,可以在局域网络的任何一台计算机上安装。为了安全起见,目前本系统只安排一台专用计算机来负责采集、管理生产信息,以后再视管理需求进行扩充。
三、系统目标
采用本系统的初始出发点是为了解决生产加工现场的数据采集问题,如加工产量,加工工时,系统报警,系统故障,不良品,停机等信息,同时,对生产现场的加工程序、刀具等实行严格的控制管理,为此,我们提出了如下功能需求: 对车间的40台数控机床通过以太网卡连接到一台计算机上,从而实现以下目标:
·对数控程序进行集中管理。
·机床加工状态的远程监视。
·机床加工的远程控制。
·机床加工信息的实时采集。
·机床加工信息的各种统计。
·生产计划。
四、系统功能
1.程序管理
由于本公司属于大批量生产,加工程序变更较少,要求对NC程序进行严格地控制管理,机床操作员只需在机床端上下料和开关机即可,无需也不容许在CNC上进行NC程序的编辑,或者实在需要修改程序时只能由当班班长来修改。为了达到控制CNC程序的修改问题,NET-DNC++严格监视了各机床上NC程序的状态,如果程序发生了修改,则将机床处于闭锁状态,需要班长在DNC控制台上解锁,以此达到程控的目的。 如果需要进行程序的传输,则在DNC控制台前可以直接完成。通过计算机向数控机床传输的内容如下:
·NC程序的传输。
·参数文件的传输。
·刀补文件的传输。
·螺距补偿文件传输。
·宏变量文件传输。
·工件零补偿文件传输。
由于是采用了TCP/IP的通讯协议,通讯速度达到100M/B,稳定可靠性也大大加强,远优越于RS232串口通讯。
2.远程控制
在计算机端可以实现对机床的控制如下
·设置机床参数。
·管理NC程序内容(添加、删除、修改等,对其他类型的文档,如上述类型的刀具补偿文件,机床参数文件等都可以进行管理控制)。
·管理报警历史记录(清除、保存)。
·管理操作履历(清除、保存)。
·外部复位。
虽然以上有些管理控制功能可能不一定实用,但作为本系统的功能储备还是充分的,为今后功能扩充准备了条件。
3.机床监视
严密监视各机床的当前状态。所监视的内容包括:
·机床状态:EDIT,MDI,手动,加工,空闲,报警。
·通讯状态:联机、脱机。
·加工信息:位置信息、进给速度、坐标系等。
·历史记录:报警信息、操作履历、刀具寿命。
在本系统中,我们采用了图形监视的方式来形象地表示各机床的状态,比如说,蓝色机床图示代表机床启动,但处于待机状态,黄色机床图示代表机床未启动,而绿机床图示代表机床正在加工,当机床发生报警时则采用红色指示灯不断闪耀来提醒现场监视人员,非常形象生动。机床监视如图所示。点击指定机床可以立即显示当前机床的名称、状态、相关参数和加工工时、产量等信息。

图二 实时数据采集示意图
4.信息采集
在计算机端采集的机床加工信息如下:
·程序开始加工时间。
·程序结束加工时间。
·不良品信息。
·停机信息。
·机床报警信息。
·机床履历信息。
·生产线调机架模信息。
·机床刀具寿命。
·首件校验信息。
·程序编辑信息。
·换刀信息。
这里的信息除了生产线调机架模信息,不良品信息(需要输入不良原因),首件校验信息和停机信息(需要输入停机原因)外全部是系统自动采集,无需人工干预,大大减少了人工统计的不确定性,也提高了生产效率。 在本系统中,我们有一个迫切的管理要求:当机床刀具寿命达到额定寿命时必须强迫工人换刀,以保证产品质量。在没有此系统之前,我们只能通过行政指令要求工人执行,但在现实中,往往有些工人为了赶活而只将刀具寿命修改并不真正换刀。为此,我们的开发人员经过反复试验,找到了一个切实可行的技术控制方案,现在,我们再也不为此类事件而发愁了,工人只要换刀,在计算机中就会有详细的记载是否真正换刀,同时将换刀时的刀具寿命记入数据库。 管理力度加大,工人操作更加规范,产品质量也就有了保障。
5.资料统计分析
通过对信息采集上来的数据进行统计分析,并得出以下内容
·机床使用效率、完好率、开动率等统计分析。
·零件的数量、工时数据统计分析。
·刀具使用寿命统计分析。
·刀具用量统计分析。
·机床报警信息统计分析。
·不良品统计分析。
·机床停机统计分析。
·PPAP时间记录表。
以前,我们为了统计上述各类资料需要工人填写各种单据,还需专人汇总,非常繁琐,现在,完全不需要工人填写单据,汇总人员在计算机上可以非常轻松地做出以前需要大量繁琐的计算的工作,效率提高很多。特别是其中的PPAP时间记录表,以前采用手工填写的方式基本无法做出这种报表,而我们的客户又非常需要这个报表来对我们的加工过程进行评估,现在可由计算机来做出任意时间段、时间间隔的PPAP时间记录表,以使客户满意。 通过刀具使用寿命统计分析,我们对每种刀具的实际使用寿命有了更精确的计算,为我们今后刀具选购、刀具使用等提供了强有力的依据。 通过不良品、机床停机统计分析,可以为生产质量管理与控制提供第一手的数据。 本系统的日常统计如下图所示,其它各种类型的统计不再一一说明。
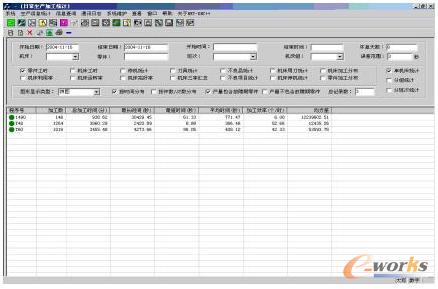
图三 日常统计功能
6.生产计划
由于本公司是采用订单生产的方式,客户产量相对比较稳定,生产计划安排不是很困难,但也需要根据生产线的能力进行合理安排,并为了能满足客户不断变化的市场的需要,我们也要根据库存状态来合理调整库存量。为此,在我们的生产计划模块中只要输入每月或每周的几种产品的生产任务,就可以马上计算出每条生产线、每天、每班次的生产任务量,我们还可以根据生产量来计算刀具的总体需求、刀具室准备需求,以便物料的及时准备。同时,通过生产任务的进度查询可以随时了解生产任务的完成情况、完成比率等,由以前的“看板”生产转换为看屏幕生产,或者说不用看屏幕,只需随时查看任意时段的生产计划进度情况,将生产计划落到实处。
五、总结
总之,通过利用 FANUC 18I系统的局域网络功能可以很好地构建车间生产监控管理中心,提高了车间生产管理力度,生产效率得到较大提高,产品质量得到保障。目前我们还只是完成了生产二课的工程实施,往下我们将以此模式来改造我们的其它课的生产监控,以及加工过程品质监控(SPC),将我们公司的整体生产管理推向一个新的台阶。
- 上一篇文章:基于孔特征加工中的UG—CAM技术
- 下一篇文章:基于UG手机上盖型芯电极设计与数控编程