



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

SolidCAM的智能化加工策略——iMachining
iMachining是SolidCAM公司最新研发的高效加工策略(HPC),是一个独一无二的高效加工(HPC)解决方案。iMachining具有以下两个特点:智能的刀具路径和智能的工艺参数。通过智能的动态切削参数生成智能的变体螺旋切削路径和优化的组合刀路轨迹,保证整个切削过程都能得到最优化的切削环境。
在传统的深切削慢进给加工策略中,由于采用较大的切削深度所以刀具、机床受载荷比较高;较慢的进给速度造成排屑不容易,加工缓慢;所以整体加工效率比较低。
在HSM高速加工中,通常都是以小的切深、大的进给进行加工,就是我们平时所说的小吃快进,HSM可以缩短生产的周期,但是单个加工工序的时间并没有缩短。
iMachining高效加工策略(HPC)可以实现大切深、大进给进行加工,并且可以实现动态调整。使用iMachining不仅可以缩短我们生产的周期,而且单个工序的加工时间也得到了大幅度的缩短。
高效加工(HPC)与高速加工(HSC)不同的是,他并不是只限于提高切削速度和进给速度,而是把优化材料切除率放在首位,旨在通过提高单位时间的材料切除量和降低加工时间(基本时间和辅助时间)来进一步低加工费用。
iMachining生成的所有刀路轨迹都是通过接触角来计算,接触角是指当刀具旋转轴为Z方向时,根据刀具和毛坯材料接触圆弧大小来定义接触角度,刀具会严格按照这个角度进行切削,不会超过我们设定的最大切削角。这种方式与我们之前定义的“行间距”有很大的不同,接触角方式可以使每次切削的毛坯更加的均匀(如下图所示)。并且所生成的路径步距是不恒定的。也就是说是以变化的路径步距进行加工。可以根据我们目标零件的形状自动产生摆线与螺旋组合的刀路轨迹。高的进给速度可以根据接触角的改变进行动态的调整;并且通过进给速度的调整和优化,保证了大切削深度的安全性。
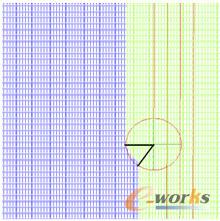
接触角方式切削的毛坯
众所周知,在实际加工过程中为了在局部区域内保证最短时间完成加工,通常会使用螺旋的方式来完成切削,这些区域大多是没有加工到的地方,显然摆线加工的方式最为适用。摆线式高速加工过程中,刀具处于动态的全方位切削,刀体沿周边受力均匀,因此,刀具疲劳破坏的可能性就非常小;刀具向前切削材料也伴随着向后的空走刀,这样刀具有充分的时间冷却,同时,还能自动带走切屑,从而大大改善切削条件,而且摆线刀路可以避免刀具被工件材料包埋时的情况发生,但是摆线方式会延长加工时间,在整个摆线过程中大约会有30%到50%的时间是不切削的,所以为了即提高加工效率又缩短加工时间,iMachining提供了摆线与螺旋相组合的刀具路径解决方案。(如下图所示)
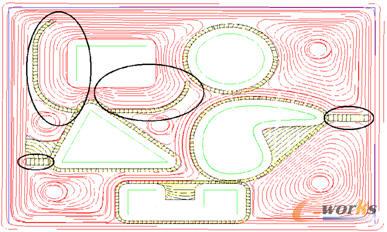
摆线与螺旋相组合的刀具路径
- 上一篇文章:数控车床编程常用的技巧
- 下一篇文章:利用微型刀具进行小零件的高速切削