



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

2010 Siemens PLM Software征文:基于UG NX的模具型腔CAD/CAM技术应用
2010 Siemens PLM Software有奖征文火热进行中……
1.引言
CAD/CAM广泛应用于制造业的数控编程及加工中,目前已基本取代了传统的手工编程方式。产品的 CAD三维造型是整个产品设计过程中的重要环节,因此我们要充分利用现代的 CAD技术,不但可以辅助设计者完成其设计构思,减轻劳动强度,提高效率和精度,改善视觉效果,而且为后续的分析、模具设计、NC加工等奠定基础。
Unigraphics(以下简称UG)是当今世界上最先进和紧密集成的、面向制造行业的集 CAD/CAE/CAM一体的三维参数化软件。目前已广泛应用于中国的航空、 航天、汽车、造船、通用机械和电子等工业领域。本文基于 UG软件对模具型腔进行参数化造型,并实现仿真加工和实体加工。
2.整体设计思路及制作方法
首先使用 UG软件进行参数化实体造型设计,接下来利用 UG的加工模块进行数控加工仿真,在刀具轨迹生成之后,需要进行一定的刀具轨迹仿真,以验证刀具轨迹的合理性。UG自身具有轨迹验证功能,刀具轨迹验证功能可以减少或避免过切、干涉与碰撞等现象的发生,整个设计的过程可由流程图 1表示。
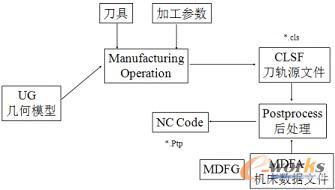
图1 采用UG进行模具设计与加工的流程图
3.产品建模
UG的建模功能是很强大的,其主要的建模方法有:UG/实体建模(UG/Solid Modeling)、UG/特征建模(UG/Features Modeling)、UG/自由曲面建模(UG/Freedom Modeling)、UG/用户自定义特征(UG/User Defined Features)等。其中,相对于其它CAD软件,UG的特征建模是其比较大的亮点。对于不太复杂的模型,特征建模完全可以胜任,且可以达到很高的建模效率,但对于形状、位置复杂或要求实现参数化的模型,单纯的特征建模就显得麻烦或者很难,这时就需要考虑采用其它的方法。草图(Sketch)就是最常用的处理此方面问题的简洁高效的方法。
UG中的草图(Sketch)是指与实体模型相关联的二维图形。它可以通过对近似的曲线轮廓进行尺寸和几何约束来准确地表达设计师们的设计意图,再辅以拉伸(Extruded Body)、旋转(Revolved Body)和扫描(Sweep along Guide)等实体建模方法来创建模型。
一般来说,草图较多地应用在以下场合:①模型需要参数化驱动时;②要建立的特征不是标准的成型特征时;③作为自由形状特征的控制线;④作为拉伸、旋转和扫描等的基础特征;⑤需要一系列成型特征才可以建立且难以编辑时。
建立参数化模型的建模思路:不管多么复杂的零件,都是由一些特征组成的。对零件进行建模时,首先要充分理解设计意图,确定建模的先后顺序,然后根据需要设计出零件的总体结构,再进行细化设计。
图2为在UG NX环境下建立的一个模具型腔模型。
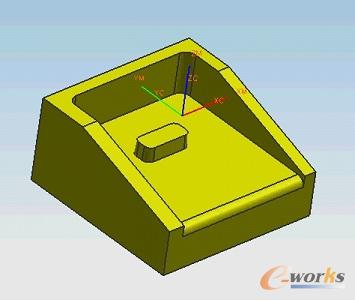
图2 模具型腔的三维实体图
4.基于UG CAM的数控加工
传统的模具制作方法大都是采用原件改制、人工敲制或手工刻制等方式,工艺落后,精度很低,制造周期长。数控技术的出现则让模具的制造实现了质的飞跃。数控编程的核心是刀位点的计算,对于复杂的产品尤其是具有众多复杂曲面的产品,其数控加工刀位点的人工计算十分困难,而UG CAM模块自动编程很好的解决了这一问题。
利用UG CAD模块生成的产品三维造型包含了数控编程所需要的完整的产品表面几何信息,软件可以针对这些信息进行数控加工刀位的自动计算。整个过程都以统一的数据库和文件传输格式为基础,实现了信息集成和数据共享,不仅能够快速提高加工效率,而且能够保证质量,降低成本。

图3 进行程序、刀具的选择
虽然UG CAM模块能够自动进行数控编程,但是数控编程之前的加工工艺的分析和规划必须由用户自行完成。加工工艺制定的好坏从根本上决定了数控程序的优劣。加工工艺分析和规划的主要内容包括:毛坯工件的选择、加工区域的确定、工艺路线的拟定、加工刀具的选择、走刀路线和切削用量的确定等内容。 分页
下面以型腔工件的数控加工为例来阐述UG CAM模块在模具制造中的应用。
4.1 型腔加工工艺分析

图4 进行主轴速度、进给、进刀等工艺的设定
在本例中采用粗加工型腔轮廓、半精加工型腔轮廓、精加工分型面、精加工型腔轮廓、清根精加工与清根6道工序进行加工。主要分为以下三个阶段:
①粗加工阶段:粗加工阶段的目的是快速去除多余的材料,采用一般的型腔粗铣加工。由于型腔铣是分层切削,会留下台阶状的残留材料。粗加工采用涂层硬质合金立铣刀(刀具直径D=25mm,底角半径R=5 mm,刀长L=100 mm,刃口长度FL=30 mm)。
②半精加工阶段:半精加工尽可能切除台阶状残留材料,获得较为均匀的加工余量,为后面的精加工做准备。型腔半精加工采用等高轮廓铣,采用球头铣刀(刀具球直径D=25mm,刀长L=80 mm,刃口长度FL=40 mm)。
③精加工阶段:精加工需要切除模具型腔曲面加工余量,采用同定轴轮廓铣。精加工分型面时用涂层硬质合金立铣刀(D=25mm,R=0),精加工型腔轮廓及清根精加工时均采用球头铣刀。
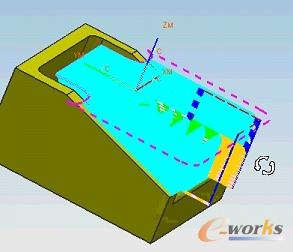
图5 粗加工的刀具路径
在完成了加工工艺方案制定以及相关参数设置后,即可将设置结果提交CAM系统进行刀轨的自动计算。
4.2后处理
在用UG生成数控程序之后,必须对数控程序进行后处理,才能满足不同机床、不同控制系统的特定要求。这是因为由UG生成的刀轨文件只是通用性文件,而每台机床、控制系统对程序格式和指令都有不同的要求。最后,将后处理之后的程序传人特定数控机床完成数控加工。
5.小结
随着我国加工制造业的迅猛发展,数控加工技术得到空前广泛的应用,三维CAD/CAM软件系统也得到了日益广泛的普及。UG NX这样一个大型CAD/CAE/CAM集成化软件,可以将设计人员及工艺人员的工作有机地结合在一起,不仅适合大中型企业,也适合中小型模具企业,能有效地提高产品设计和模具设计的精度,大大提高了工作效率,以应对当今社会越来越激烈的行业竞争。