



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

整体构件数控电解加工CAD/CAM平台关键技术
数控电解加工与数控切削加工在解决复杂零件加工上相互补充,成为航空发动机、风机、水泵中加工涡轮、压气机静子、三元流叶轮等整体构件的主要加工方式.整体构件数控电解加工一般先分析数据,建立几何模型,从几何模型获取工艺数据,制定加工工艺方案,计算工序间余量分配;然后进行阴极设计、夹具设计、加工编程、零件测量等工作.过去,整体构件的电解加工过分依赖于加工技术人员的经验,工艺装备设计的周期长,工艺试验次数多,其主要原因在于:1)整体构件的形状特殊,数据处理、加工路径的规划、编程较复杂;2)阴极设计的成功率低,反复试验的次数多,设计周期长;3)电解加工过程复杂,影响成形的因素多,工艺试验过程中缺少先进的计算与分析手段,成形精度达不到要求.这些一直是制约电解加工工艺推广应用的主要因素.电解加工技术人员在长期的加工探索中逐步意识到,把CAD/CAE/CAM等先进技术引入电解加工领域,已成为提高电解加工效率以及工艺试验成功率的有效措施之一.
近几年来,国内外电解加工技术人员十分重视电解加工的数字化制造技术研究,对电解加工中的CAD/CAE/CAM、加工工艺数据库等技术进行了研究,提出了叶片的电解加工CAD/CAE/CAM专家系统框架;开发了阴极设计的CAD/CAE/CAM系统,实现了电解加工的仿真.这些研究成果主要集中在电解加工的单元技术方面,为加工技术平台的构建提供了技术支撑;但其局限于只能针对特定零件的加工,通用性差,没有形成系统化、集成化的电解加工应用系统.本文在对数控电解加工关键技术研究的基础上,采用软件开发技术构建了整体构件数控电解加工CAD/CAM技术平台(简称加工平台),下面主要介绍其构成、关键技术及其应用.
1加工平台构建
加工平台体系构成如图1所示,其平台分为3层结构:上层为表示层,包括加工零件逆向建模、数据处理、阴极设计、数控加工运动过程仿真、自动编程和零件测量接口界面;中间层为业务逻辑层,包括几何建模、数据处理、有限元分析、运动仿真、加工编程和参数优化单元技术模块;下层为数据层,实现数据的存储与检索等功能.
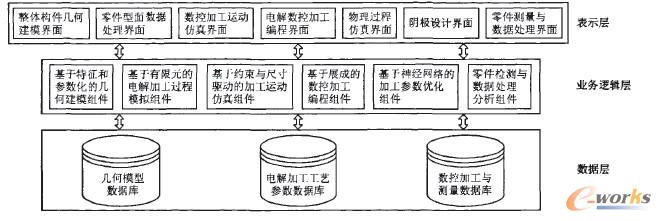
图1加工平台构成
2加工平台实现的功能
在电解加工工艺设计过程中,曲面建模与数据处理、阴极设计、工艺参数选择、加工路径规划与数控加工编程是电解加工的几大难点,构建加工平台就是通过对其关键技术的研究解决这些难题,达到快速、高效的目的.该加工平台是围绕电解加工的难点建立起来的,主要实现的功能有:1)零件建模与数据处理;2)电解加工模拟与阴极设计;3)加工参数选择与优化;4)数控运动仿真与加工编程;5)零件测量与误差分析.
3加工平台关键技术
3.1参数化与特征建模技术
参数化建模、特征建模和变量化建模是当今CAD建模的主流技术.整体构件通常由基本特征与特殊结构组成,对于基本特征的造型,CAD软件都具有这些基本功能;对于整体构件的特殊结构的造型,则需要利用CAD软件提供的开放接口以及整体构件加工表面的数学模型经过二次开发而成.下面以图2所示的整体叶轮叶片参数化建模为例进行说明.
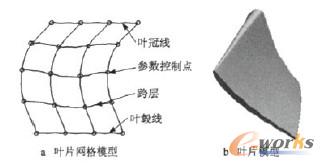
图2叶片参数化建模
叶片参数化建模首先要建立叶片的网格模型,通常叶片的网格模型结构如图2a所示.它把叶片沿径向分成n个跨距层,每层上有一个控制点,在叶片的轴向上又分为m个切片层,这样就有n×m个控制点.利用这些控制点构造叶片的网格线,再由网格线构造曲面,然后在网格面上叠加上叶片的厚度分布,就形成了叶片轮廓,建好的叶片模型如图2b所示.叶片的参数由控制点的数目决定,实际应用中可以固定部分边界点,以减少叶片的参数数量.
3.2 电解加工物理过程数值模拟技术
电解加工的过程非常复杂,加工成形受到电场、流场、温度等影响.研究表明,电解加丁的成形形状主要与阴极刃口形状、加工运动轨迹有关;加工精度与电场、流场分布,进给速度等参数有关.本加工平台运用电解加工理论模型,采用过程离散法和连续有限元计算法实现了加工过程的物理模拟,真实地模拟了整个电解加工的物理过程,利用它可辅助设计阴极、优化加工参数、预测加工形状.
电解加工物理过程模拟首先要建立加工的数学模型,根据加工原理把电解加工的连续加工过程用微分方程表示,即
![]() (1)
(1)
其中,![]() 为电解加工中溶解速度,方向为溶解面的法线方向;dt为时间增量;dl为dt出时间内的溶解位移增量.
为电解加工中溶解速度,方向为溶解面的法线方向;dt为时间增量;dl为dt出时间内的溶解位移增量.
为了求解方程式(1),把整个电解加工过程按加工时间离散成若干个连续的微小加工区间.加工过程的离散方法如下:
设![]() 为总的电化学加工时间,对
为总的电化学加工时间,对![]() 以Δt为时间步长进行离散,则得到
以Δt为时间步长进行离散,则得到![]() 的一个时间序列
的一个时间序列![]()
![]() 以时间序列中每一个时刻
以时间序列中每一个时刻![]() 为计算点计算阳极溶解面的位置,则工件阳极溶解面在△t内的位移为
为计算点计算阳极溶解面的位置,则工件阳极溶解面在△t内的位移为
![]() (2)
(2)
![]() (3)
(3)
其中α为溶解速度![]() 与X方向的夹角.
与X方向的夹角.
设![]() 时刻阴极送进速度为
时刻阴极送进速度为![]() ,则阴极从
,则阴极从![]() 到
到![]() 时刻的位置为
时刻的位置为
 (4)
(4)
其中ψ为送进速度![]() 与X方向的夹角.
与X方向的夹角.
式(3)(4)即为仿真过程中阳极溶解表面和阴极位置的递推计算公式.根据它们可以计算阳极溶解表面和阴极在加工过程中任何时刻的位置,再以此时刻的阴极和阳极位置计算加工间隙中的电场和流场,以此类推,最后计算出阳极溶解表面的最终加工形状.分页3.3 电解加工数控运动仿真技术
数控电解加工轨迹来自机床各坐标运动的合成,整体构件的电解加工常采用展成法.该加工平台根据数控电解加工原理,结合本课题组所用的五坐标电解加T机床的运动形式,采用基于装配约束与尺寸驱动的方法实现了电解加工数控运动的模拟,并对加工过程的运动干涉、过切进行检验.加工仿真运动的实现流程如图3所示.
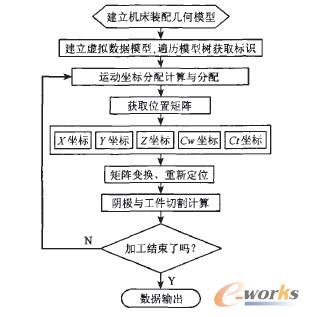
图3数控运动仿真实现过程
加工过程运动仿真首先在CAD/CAM系统中建立电解加工机床的模型,以及部件之间的装配与约束关系;然后在数据库中建立与装配模型对应的虚拟装配的数据模型,并对装配模型树进行遍历,以获取模型中各个部件的标识,对机床坐标轴的各个部件进行直线位移或坐标旋转变换.一般数控CAM系统虽然能够实现加工路径仿真,但并不能模拟出阴极去除材料的情况.本加工平台开发的数控运动仿真软件不仅可实现加工材料的去除,还可以根据不同的加工机床任意指定加工坐标轴,通过读入程序或者编程实现电解加工过程的运动仿真.
3.4 电解加工参数优化技术
电解加工参数影响电解加工精度,加工参数包括电解液类型、浓度、温度、加工进给速度、加工电压、工作压力等.加丁参数优化首先在建立的电解加工数据库上利用神经网络智能工具进行加工模式识别选择初始的加工电压、进给速度,再采用模拟工具对初选的电解加工参数进行模拟,修正参数,以获取最优的电解加工参数.电解加工参数优化过程如图4所示.
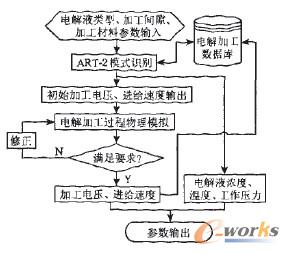
图4电解加工参数优化过程
加工的初始参数利用ATR-2神经网络选择,它的作用是进行模式识别,在电解加工工艺数据库中寻找与工艺数据库中已有模式最匹配的参数,若没有模式相匹配,则建立一个新模式.利用神经网络所识别的参数作为加工模拟的初始参数值,可以减小加工模拟及修正的次数,提高效率.
4应用实例
4.1整体叶轮加工应用
将加工平台应用于某型号航空发动机的φ600mm大直径整体叶轮数控电解加工中.该整体叶轮叶片数目为79个,它的电解加工分为叶背、叶盆和叶根圆加工3道工序.本文利用整体构件数控电解加工CAD/CAM平台实现了叶片电解加工的数据处理、建模、提取工艺数据、路径规划与数控运动仿真,加工编程等功能.
1)数据处理与建模
利用叶片型值点数据在电解加工CAD/CAM系统上进行了数据处理,逆向建模.叶片模型与数据处理过程如图5a所示,采用样条曲线对数据点进行拟合,构造叶片的网格模型,再利用网格构造曲面,由曲面构成实体叶片,建立的整体叶轮几何模型如图5b所示.

图5整体叶轮数据处理与建模
2)工艺数据提取
利用平台的切片功能实现叶片的加工工艺数据提取.首先获取整体叶轮叶片CAD模型的特征标识,再建立切割乎面、切割叶片、拾取叶片工艺数据,将其作为叶片加工仿真、编程计算的原始数据.
3)数控运动仿真
整体叶轮叶片电解加工采用展成法,根据该叶片的几何模型进行相关的计算,生成数控运动的轨迹,并在仿真环境中设置各坐标轴,进行仿真.CAD/CAM技术平台数控运动仿真平台如图6所示.
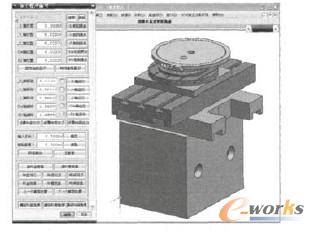
图6数控电解加工仿真平台分页叶片加工的数控运动仿真包括叶盆、叶背、叶根加工对刀,读取数据、计算、仿真等步骤,数控运动仿真的部分控制界面如图7a所示.叶片仿真在运动过程中检验数控运动轨迹的正确性,同时检查加工过程中阴极与零件之间的运动干涉.整体叶轮叶片数控运动仿真结果如图7b所示.
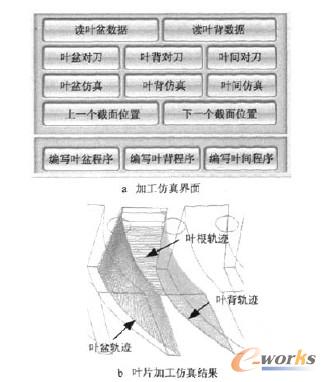
图7叶片加工数控运动仿真
4)数控加工自动编程
数控加工编程在加工模拟正确的基础上,针对所运用的机床数控系统类型进行相应的后置处理,本机床的五轴联动数控系统由5个二轴联动数控系统组成,采用虚拟轴彬轴控制机床五轴的同步性,系统自动生成的加工程序格式如下:
N0030 C01 F2.000
N0040 X-1.049 Y-0.309 Z1.000 CW-0.211
CT0.000 W2.000
N0050 X-1.056 Y-0.303 Z1.000 CW-0.210
CT0.000 W2.000
N0060 X-1.067 Y-0.297 Z1.000 CW-0.213
CT0.000 W2.000
其中w为虚拟轴坐标,其设置值要大于其他5个轴的值,编程的控制界面如图7a所示.
实际应用表明,在过去的整体叶轮加工试验中,加工工艺设计及其装备制造时间约为5~6个月,加工试验时间约为2~3个月,试验次数多.在利用CAD/CAM平台之后,所需的加工试验次数明显减少,该叶轮的叶片只进行了3次加工试验就达到了加工工序要求,试制周期减少至3个月左右,时间大大缩短.
4.2压气机静子加工应用
将本文的加工平台应用于某型号航空发动机压气机静子的气流通道加工中.压气机静子的形状为一个闭式的整体构件,电解加工的气流通道为异形,如图8a所示.下面主要介绍利用CAD/CAM技术平台进行电解加工阴极设计和参数优化.

图8压气机静子与加工阴极
1)阴极设计
利用CAD/CAM技术平台的电解加工过程模拟模块实现.设计过程包括阴极、工件边界的绘制、加工过程的模拟,误差计算、阴极形状修整、再模拟、形状拟合、数据输出等.阴极设计的软件环境如图9所示,其中还包括加工过程模拟、仿真计算、误差分析等功能.

图9阴极设计软件环境
利用模拟模块对压气机静子的型腔加工过程进行模拟,图10所示为阴极送进到78mm时电场有限元分析的瞬间过程,模拟过程自动完成,整个加工过程需要经过780轮有限元计算.
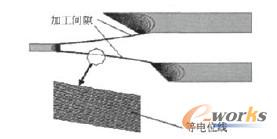
图10电场有限元求解过程
利用模拟系统对初始设计的阴极形状进行了多次模拟,对阴极成形面进行了多次修正,最终获得阴极外形数据.利用该数据进行阴极设计,经过模拟设计的阴极几何形状如图8b所示.
2)加工参数优化
利用模拟系统进行优化的加工参数主要是加工电压和进给速度.改变这2个参数是加工中调节加工间隙的主要方法,它们影响加工成形的精度与效率.加工电压和进给速度对成形精度的影响虽然在理论上不能精确计算,但可以通过电解加工模拟系统得到加工电压、进给速度恰当的值,利用该参数值加工既能够获得一定的精度又能够获得最大的效率.表1所示为用不同加工电压进行加工过程数值模拟得到的加工间隙分布,从表中可以得到加工电压对加工间隙的影响.
采用同样的方法可以模拟加工速度对加工间隙分布的影响.通过多次加工模拟使加工参数得到了优化,最终加工参数为加工电压为14V;进给距离在0~50mm内进给速度为2.4mm/min,进给距离在50~78 mm内进给速度为2.2 mm/min.
试验表明,采用上述优化的加工参数进行加工,在整个加工面上得到的加工间隙范围为0.373~0.571 mm.在零件几十个型腔的电解加工过程中没有发生加工短路现象,加工过程稳定,得到的加工形状精度满足加工工序要求.
5 结论
1)整体构件数控电解加工CAD/CAM技术平台在整体叶轮等零件的电解加工中得到了成功应用,平台的各项关键技术在实践中得到了检验;
2)实际应用证明,该平台在整体叶轮、压气机静子等零件加工中有效地解决了电解加工中的建模、数据处理、阴极设计、加工参数选择、加工编程等问题;
3)该加工平台把现代CAD/CAM先进制造技术引入到传统的电解加工中,缩短了整体构件电解加工的周期,提高了电解加工的效率与工艺试验的成功率,有助于数控电解加工工艺进一步推广应用.