



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

冲压模凹R角预处理在CAD系统中的实现与应用
0 引言
大型覆盖件成型模具的圆角对冲压件的最终质量、合模率影响很大,减小凹圆角半径是模具企业常用的方法,是不可缺少的设计环节。传统方法主要由钳工手工研磨模具的凹圆角,劳动强度大、效率低且质量难以保证。目前已经普遍采用CAD软件,在数控加工前预先减小型面中凹圆角半径,主要有以下两种方法:(1)选择所有的凹圆角,沿着负Z方向落下一定距离;(2)应用曲面变形功能减小凹圆角,凸圆角保持不变,使上下贴合存在缝隙,产品靠凸模成型。在当前设计方法中,只能逐个处理圆角,导致操作繁琐、设计周期长,无法处理侧部圆角,导致后续增加研磨工作量,同时生成圆角面的质量较差。
目前提供圆角解决方案的软件很少,仅有Tebis、NX两款国外软件,提供逐个圆角的处理方法,设计效率低,而且价格非常昂贵。因此,为了提高大型覆盖件成型模的设计制造效率和圆角质量,基于国产三维CAD系统研发高效、灵活的圆角处理功能是非常必要的。
1 系统设计
在模具型面设计时,设计人员需要将上游企业提供的模具型面数据导入到CAD软件中,后续工作流程如图1所示。首先是准备工作,需要先打散整个模面,使其分解为单个面,由于第三方数据的原因,会产生多余的顶点,为了便于后续的圆角调整,需要删除这些顶点;然后,最关键的是圆角检索和调整处理,用户需要批量减小圆角,来提高圆角的处理效率,此阶段是整个解决方案的重中之重;再次,针对一些无法自动处理的圆角,需手工辅助进行调整或删除;最后,保存文件,并导出数据。在整个工作流程中,保证处理圆角的成功率是最重要的,也是解决用户最实际的问题。
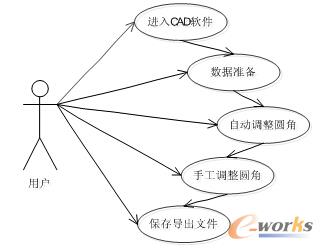
图1 用户工作流程
通过上述业务需求的分析,结合实际工作流程,可以将凹R角预处理功能分解为三部分,功能结构如图2所示。模面预处理部分是圆角处理的基础,有利于提高自动处理圆角的成功率;自动调整圆角部分是核心功能,实现批量圆角的检索、分割和减小处理;手工调整圆角部分起到辅助作用,针对一些特殊无法自动处理的圆角面,需要通过手工方式来修补圆角面。在整个凹R角预处理功能中,三部分相辅相成,缺一不可。
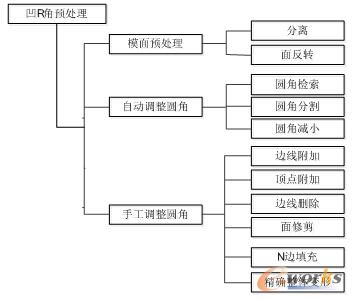
图2 凹R角预处理功能结构
2 系统实现
2.1 模面预处理
由于模具用户的模面数据大部分都是来源于CATIA、NX等软件,中间数据交换格式文件都是以IGES为主,当读入IGES数据时都会自动把片体打散为单个面[10],面法向可能存在不一致。但有些数据可能来自STEP文件,由于STEP文件不会自动打散片体。因此,需要将这些曲面先打散,保持所有面法向一致。
经分析发现,在模面预处理部分需提供以下两个命令:
(1)分离:实现打散一整张片体,分解成分散的单个面。
(2)面反转:调整面法向,保持一致。
分离命令中从指定面中分离出所有面的关键算法代码如下:
CMD_MNG.GotVlNum (APID, SRFINP2, &valNum );
if ( valNum == 0 ) {
m_button4.StFcus();
break; }
- 上一篇文章:全新触控指纹传感技术
- 下一篇文章:工业互联网的内涵