



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

铜质接触环冲压模具设计
2 计算所需压力选设备
根据制件材料查出抗拉强度σb=500MPa,系数K卸=0.02~0.06,K顶=0.03~0.09。计算得出各部分冲压力:落料力P1为43kN;冲孔力P2为14kN;卸料力P卸为1.72kN;顶料力P顶为2.58kN;总冲裁力P总为61.3kN。根据总冲裁力,可以选用160kN压力机。
3 模具设计要点
3.1 模具结构类型确定
根据对接触环的工艺方案分析,拟采用落料、冲孔、冲槽1次复合冲压。复合模与单工序模级进模相比,结构上的主要特点是必须借助有双重作用的结构零件一凸凹模,凸凹模装在上模部分的复合模称为正装式复合模。采用正装式复合模压料效果比较好,得到的制件平整度较高,而且可以防止孔料积存引起的凸凹模涨裂,因此采用正装式复合冲裁模。模具的总装图如图3所示。
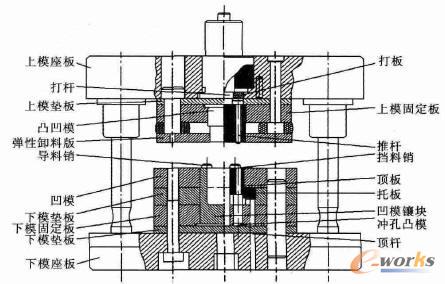
图3 接触环的模具装配图
3.2 模具工作过程
模具采用正装,1次冲制2个工件,凹模为组合结构,由凹模和凹模镶块组合而成。开模状态下,条料紧贴两个导料销送进,前端抵住挡料销。上模下行时,凸凹模与冲孔凸模完成冲孔,与此同时凸凹模与凹模和凹模镶块完成落料和冲槽。冲压完成后,压力机滑块上行,冲孔后的废料由推杆在上模上行时借助打杆顶住压力机的横梁而推出凸凹模的表面,卡在凹模内且箍在冲孔凸模上的制件,由顶板将其顶出下模表面,落料和冲槽后的废料由弹性卸料版卸下。
3.3 模具结构设计要点
(1)模架结构与导向装置的设计:为了尽量保证制件质量和降低工作零件之间、导柱与导套之间的磨损,采用中间式导柱导套导向,前后送料。
(2)定位方式的设计:由于制件厚度为1mm(>0.5mm),所以侧面可以采用导料销导料,采用圆形固定式导料销2个,选用规格为φ6mm×12mm。送料定距由挡料销挡住搭边实现,采用圆形固定挡料销1个,选用规格为咖4mm×10mm,这种定位装置形状简单,加工方便,定位准确可靠,安装在凹模镶块上。
(3)凹模设计:为了尽量保证刃口强度,满足工件向上顶出等要求,凹模和凹模镶块采用直刃口。凹模采用矩形板状结构,可以用螺钉和销钉与下模座板和下模固定板固定连接起来。为了保证凹模的强度和寿命,须注意螺钉和销钉与凹模内孔壁之间的距离不能太小。凹模板为长150mm×宽150mm×高30mm。为了保证凹模的寿命能够达到要求,凹模的材料可以选用碳素工具钢T10A。为了保证工作部分的耐磨性,刃口部分必须淬硬,表面需达到58~62HRC。
(4)凸凹模固定形式的设计:凸凹模由上模固定板采用挂台固定法实现固定。为了便于加工,固定部分设计为圆形。由于工作部分为非圆形,必须设计防转销。为了提高上模座板对于凸凹模传来的冲击力的承载能力,在上模座板与上模固定板之间设计了一块垫板。凸凹模采用过渡配合H7/m6定位固定于凸凹模固定板上。为了保证凸凹模的寿命能够达到要求,凸凹模的最小壁厚不应小于3mm。凸凹模的材料采用碳素工具钢T10A,淬硬至56~60HRC。
(5)冲孔凸模设计:冲孔凸模安装固定在下模,以台肩和过渡配合定位。为了提高下模座板对于凹模镶块和冲孔凸模传来的冲击力的承载能力,在下模座板与下模固定板之间设计了1块垫板。冲孔凸模的刃口部分为圆形,为了便于冲孔凸模和凹模镶块的加工,将冲孔凸模设计成工作端小、固定端大的台阶式结构。为了保证冲孔凸模的强度、刚度以及考虑便于加工和装配,圆形凸模的尺寸过渡部分设计成圆滑过渡的阶梯形,小端圆柱部分具有锋利刃口,是工作部分,中间圆柱部分以过渡配合H7/m6实现与凹模镶块的安装。为了保证卸料时冲孔凸模不致被拉出,尾部设计成台肩结构。为了保证冲孔凸模的寿命能够达到要求,材料采用TlOA:热处理采用固定端和工作端分别局部淬火,固定端淬火后的硬度达到43~48HRC即可,而冲孔凸模工作端(即刃口部分)淬火后的硬度需达到56~60HRC。
4 结束语
(1)经生产验证,该复合模生产的零件能满足要求,可为同类零件的加工提供参考。
(2)采用复合模“1落2”成形,既实现了大批量生产,提高了生产率,又降低了产品的生产成本,提高了产品的市场竞争力。
- 第1页:铜质接触环冲压模具设计(1)
- 第2页:铜质接触环冲压模具设计(2)
- 上一篇文章:提高数控加工质量的途径与方法
- 下一篇文章:暧昧的精细化管理和精益生产?