

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

五轴数控抛光机CAM技术
五轴联动数控加工技术不仅代表着一个机械制造企业的发展水平,更代表着一个国家机械制造工业的发展水平。在先进机械制造技术领域中,五轴联动数控加工技术是其中的重要组成部分,也是重要的基础技术之一,同时也是加工技术中难度最大的。对于性能要求高、复杂的几何外形而言,利用五轴联动数控机床不仅可以保证加工的质量,还可以提高生产效率。
五轴数控抛光机床
五轴联动数控抛光机床合理地实现了多轴加工的理念,在传统的三轴基础上增加了刀具摆动与工作台旋转,即刀具绕着轴摆动,工作台绕着Y 轴旋转。
(1)抛光机床坐标系。对于数控抛光机床而言,先要确定Z 轴,然后再确定X 轴和Y 轴,最后确定其他旋转轴。机床某一轴的运动正方向,是指增大工件和刀具之间距离的方向。X 、Y 、Z 轴按照右手直角笛卡儿坐标系判断,B 、C 旋转坐标轴的正方向按照右手螺旋法则判断。数控抛光机床坐标系定义方向如图1所示。
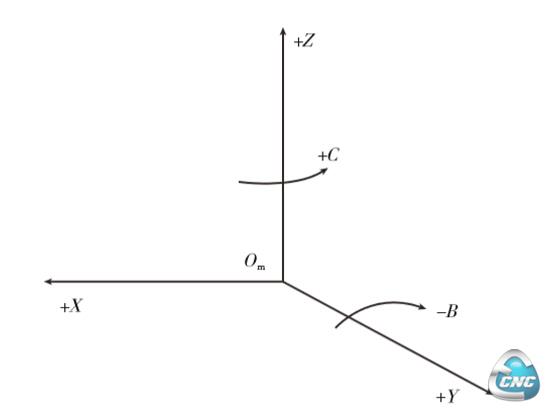
图1 抛光机床坐标系
(2)刀具坐标系。与刀具固连的坐标系为刀具坐标系,刀具坐标原点定义在刀尖点上,刀具坐标系的方向要与机床坐标系的方向保持一致。对于数控抛光机而言,刀具坐标系定义在布轮端面的中心位置,方向与抛光机机床坐标方向一致,如图2所示。
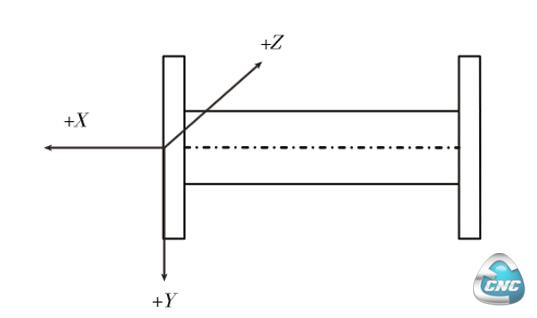
图2 刀具坐标系
(3)机床结构信息。通过抛光机床结构示意图可以了解到机床的整体,包括轮毂装夹工作台,夹紧装置,X 、Y 、Z 移动坐标轴,旋转坐标轴,还有伺服电机,滚轴丝杠,直线导轨等。机床基本信息见表1。

表1 机床信息
与普通的五轴数控机床相比,抛光机床在旋转工作台设计和刀具结构设计上发生了改变。旋转工作台是承载轮毂的重要组成部分,由于要考虑轮毂外形尺寸和重量,工作台在结构上设计为圆形,在工作台上对称分布夹具的安装位置。为适应较大尺寸轮毂的装夹,夹具前后位置应可调。同时,在满足承载力的前提下应适当减少工作台的重量。刀具运动由两个伺服电机控制,刀具在结构上设计为对称形式,布轮的大小可以改变。抛光机床刀具结构如图3所示。

图3 抛光刀具
(4)轮毂模型与装夹利用建模软件创建三维的铝合金轮毂模型,选择的铝合金轮毂模型如图4所示。

图4 轮毂模型
轮毂安装在工作台上的原则是:首先要保证工作台中心孔轴线与轮毂轴线重合,其次要保证轮毂所在的位置与数控编程软件中设定的加工坐标位置一致。轮毂在工作台上装夹如图5所示。

图5 轮毂装夹图
(5)前置处理与后置处理。利用数控加工软件对轮毂模型表面生成抛光加工轨迹,这一过程称为前置处理。在整个前置处理过程中,得到了刀具相对于轮毂表面的运动轨迹,并且产生刀位文件(CLFS),它描述了刀具运动时的坐标位置和刀轴矢量方向。前置处理产生的刀位运动轨迹数据是原始程序,是假想工件静止不动,刀具相对于工件的运动数据参数,并没有考虑到机床的结构特性。因此,需要将前置处理中产生的刀位数据参数转化成抛光机床所能识别的NC数控程序,这一过程称为后置处理。以轮毂模型中轮缘位置为例进行抛光加工,前置处理所产生的加工轨迹如图6所示。
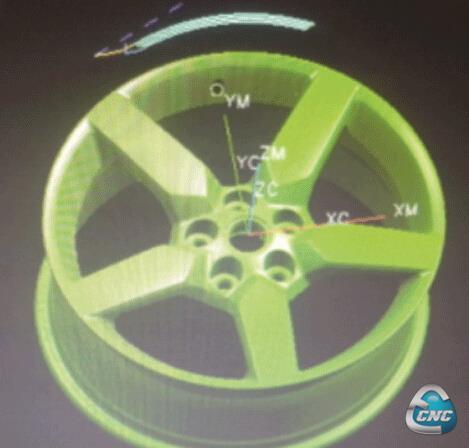
图6 加工轨迹
后置处理技术对于数控程序的转换起着十分关键的作用,也是实现数控抛光加工的重要环节,其主要功能是将刀具在工件坐标中的运动轨迹数据转化为机床坐标系中的值。因此,首先要分析抛光机床的结构形式和运动特性,确定工件坐标系和机床坐标系的对应关系,然后通过空间矩阵算法求解出后置处理坐标转换公式[6-8],最终得到可以执行的后置处理转换界面。轮毂模型中轮缘抛光加工后置处理转换如图7所示。
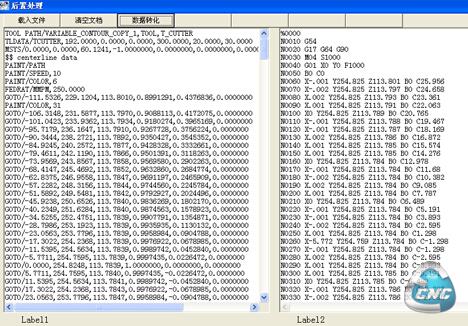
图7 后处理界面
(6)将后置处理转换得到的NC程序导入抛光机床中,完成实际加工前的常规准备以后开始执行数控程序。轮毂模型中轮缘位置抛光加工过程如图8所示。
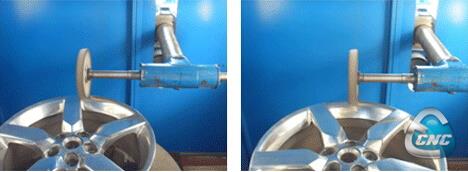
图8 世纪加工
经研究,将五轴数控理论应用到轮毂抛光机床中,对实现铝合金轮毂数控抛光加工具有重要意义,对改变轮毂抛光加工工艺方法也是一种创新。同时,将五轴数控抛光机床应用到实际轮毂生产中,可以扩展五轴数控设备的应用范围,也可以为企业的发展带来改变。
结束语
2014年10月10日中德签署了《中德合作行动纲要》,同时我国结合德国工业4.0、美国工业制造复兴计划也制订了《中国制造2025》规划,这意味着我国要在工业化和信息化同步发展的战略中更快地促进两者融合,最终早日实现智能化制造。因此,利用五轴数控技术对轮毂表面进行抛光加工就是一种新工艺方法的变革,也是按照智能化制造要求的一种转变。同时,将数控抛光加工应用到轮毂生产中,改变了现有企业的生产模式,减少了劳动强度,降低了成本消耗,提高了劳动安全指数。通过对五轴数控抛光机床的实际应用加以探讨,对实现数字化、智能化轮毂抛光加工具有一定的指导意义。
参考文献
[1] 全荣.五坐标联动数控技术.长沙:湖南科学技术出版社,1995:610.
[2] 周济,周艳红.数控加工技术.北京:国防工业出版社,2002:810.
[3] 刘雄伟.数控加工理论与编程技术.北京:机械工业出版社,2003:1016.
[4] 王爱玲,李梦群,冯裕强.数控加工理论与实用技术.北京:机械工业出版社,2009:8082.
[5] 周艳红,周济.五坐标数控加工的理论误差分析与控制.机械工程学报,1999,35(5):54-57.
[6] 冯显英,葛荣雨.五坐标数控机床后置处理算法的研究.工具技术,2006,40(4):4446.
[7] 庞继伟.五轴数控铣削加工后置处理及加工编程研究[D].济南:山东大学, 2007.
[8] 明兴祖,数控自动编程系统中后置处理的实现.组合机床与自动化加工技术,2002(1):2931.(end)
- 第1页:五轴数控抛光机CAM技术(1)
- 第2页:五轴数控抛光机CAM技术(2)
- 上一篇文章:西门子数控系统的优势与运用
- 下一篇文章:西门子伺服电机损坏原因分析