



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

交流伺服系统在剑杆织机电子送经系统中的应用
3 软件开发系统
3.1 参数设定显示部分
主要依据驱动器配置完成参数设定显示菜单,共计7种模式:
状态显示:显示伺服驱动器的状态功能;
监控模式Ob:显示多种监控方式;
测试调整Ad:测试操作和驱动器调节如手动操作;
基本参数模式bA:设定16种用户参数;
报警记录AL:显示最后7次和当前报警及CPU形式;
编辑参数PA:设定用户参数;
系统参数编辑ru:设置系统参数。
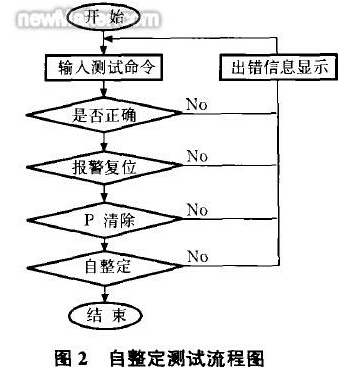
3.2 自动调整测试过程
伺服系统在运行之前应当先执行伺服驱动器的自动调整测试操作依次为:报警复位、编码器清除和自整定陷波滤波等,使测试软件自动安装完毕,并将必要数据存储记忆。流程图见图2。
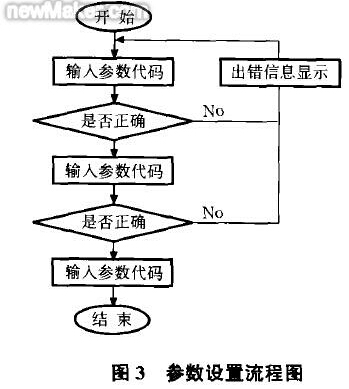
3.3 参数设置
包括系统参数(ru)、通用参数(PA)、监控参数(Ob)和基本参数等设置(bA);在自动测试调整过程中,伺服系统已自动采样了电动机的基本参数:额定电压、额定电流、启动转矩和转速等,其他需要认真设置的参数为系统参数设置和通用参数设置。参数设置流程图见图3。
系统参数设置:
通用参数设置:
ru00:01H PA500:02H PA803:06H
ru01:00H PA501:O1H PA807:00H
ru02:00H PA600:00H PA80D:00H
ru03:2O00P/R PA601:00H PA900:08H
ru04:04H PA602:00H PA901:0CH
ru05:04H PA700:08H PA902: 02H
ru08:01H PA720:04H PA903:0AH
ru09:00H PA800: 01H
ru0A:2000P/R PA801: 10H
ru0B:00H PA802: 0EH
4 应用效果
本系统节约了大量资金,改造后,控带 精度大大提高,避免了零点漂移,可靠性和抗干扰性能较优,降低了系统成本,极大提高了产品适应能力,故障率低,而且操作简单,维护方便,具有推广应用的价值。
- 第1页:交流伺服系统在剑杆织机电子送经系统中的应用(1)
- 第2页:软件开发系统
- 上一篇文章:自适应加工技术在数控加工领域的分类与应用
- 下一篇文章:智慧工厂的支撑技术和发展路径