



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于运动控制卡的喷涂机控制系统设计
软件设计
软件系统采用教导式编程方式,用户只要将机械对应的轴移动到所要的位置,控制系统会自动记忆此处的坐标,对于一个待加工的工件,教导时可以根据工件的形状来确定加工的轨迹,简单举例如图5所示:
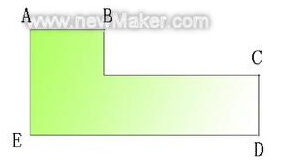
图5加工路线
如果要按照图5所示,A-B-C-D-E的路线加工,则教导数据时首先将运动轴运动到A处,然后记下此处的坐标,接着移动轴到B处,记下此处的坐标,那么系统就会根据两点成线的法则自动形成一条从A到B的线段,其他的照此就可以完成。对于每段的速度可单独设定,这样保证喷涂的效果,因有的地方需要喷的油漆较多,那么就可以慢速运动,有的地方要求油漆少,就可以快速运动。可调的速度保证了喷涂的效果同时也保证机械在运动时不会有太大的振动。当然也可以采用往复式的喷涂,对喷涂的工件重复喷涂,以求好的喷涂效果。如果所喷涂的工件有圆弧的形状,如图6所示:
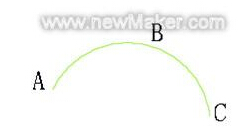
图6圆弧加工路线
那么教导数据时只要记下圆弧开始点的A坐标,任意中间点的B坐标,圆弧结束点的C坐标,则系统根据三点成圆弧的规则,自动会形成一个圆弧的轨迹。至于是顺时针圆弧或者逆时针,系统会根据使用者教导数据的顺序自动进行判定。
至于喷涂时的轨迹不一定要做标准的直线段,也可以是如图7所示的直线轨迹。

图8所示的M形折线段。具体看喷涂的工艺要求。因为是采用教导式的编程方式,用户可以随心所欲的指定加工轨迹。对于空间的圆弧,教导数据时可以将空间圆弧拆分为多段小空间直线来完成,因Adt836卡具有六轴直线差补功能。当然对于喷涂来讲,细分的线段不需要十分的短小。
以上是对于教导的轨迹作以简单的说明分析,实际加工时可能有气缸之类的操作,有时候需要检测气缸到位的信号(当然也可能是其他外部检测信号),同时在哪个点处开喷枪,哪个点处关喷枪,这些都要在教导数据时完成。教导数据采用的表格式编程,类似与Excel表格,在对应的“输入”和“输出”类输入您要检测或执行输出操作的端口号,系统会在加工运行时自动检测输入信号,有输出操作的便执行相应的输出操作。
当然实际喷涂时由于本身喷枪的雾化和扇形功能,喷涂时形成一个大的雾化面,所以有时不需要教导的轨迹一定要是工件的形状,由于表格的操作非常的简便,插入,删除,复制,修改都可以使用,当教导完毕后,可以试运行,不理想的地方可以使用上述的编辑功能重新修订数据。
坐标说明
系统采用机械原点作为系统的参考坐标系,对于六轴的系统,每个轴都要有个原点信号。那么在教导数据时首先要回原点。回原点时系统检测到原点信号后,坐标系对应各轴的坐标计为0,以后各轴的运动坐标都参考这个坐标系。
为更有效的编辑教导数据,在软件设计时采用了教导+指令的编程模式,用户可以教导几行数据,利用跳转,循环指令就可以完成多次的往复喷涂操作,也采用了类Windows的复制粘贴功能,可将一整块数据复制到指定的位置。再配合插入,删除,修改等编辑操作方便快速的实现加工数据的教导工作。
结语
本文介绍了基于Adt836运动控制卡的Adt-TP104控制器在喷涂系统中的设计,这种控制器的体积小,响应速度快、操作简单,可视化的人机界面操作起来非常方便,目前已在涂装行业占有一席之地,随着技术的不断提升进步,将会在涂装行业的到越来越广泛的应用。
- 第1页:基于运动控制卡的喷涂机控制系统设计(1)
- 第2页:软件设计
- 上一篇文章:变加减速结构在开放性数控系统中应用
- 下一篇文章:万可制造数控车间实施网络DNC