



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

汽车覆盖件模具数控加工关键技术
3 、铸件毛坯检测
CAM 人员和工艺人员编制数控加工程序时完全依据冲压工艺设计部门提供的CAD 数据,完全是理论数据,但操作者调用程序直接加工的对象是铸件。我们都知道,铸件和数模不可能完全一致,在理想的状态下,铸件与实体之间的差别是:在非加工面上铸件比数模大或小2~5mm,在加工面上铸件比数模大10~15mm,但在现实状态下,因受到铸造前和铸造时很多因素的影响,铸件与数模间的差别极不稳定,有时会差很多,比如铸造前工艺的更改,就会导致实型型面的更改,凹模和凸模加工量都会变大,并且不均匀。如果铸件回厂后,加工前不进行检测直接投入数控加工轻者打烂刀具,重者发生机床事故,给企业带来不可估量的损失。就是不发生上述问题,那么也会降低加工效率,并且对机床的损伤也很大。再有就是传统的编程方式,为了保证加工安全必然会让空刀多,走刀速度慢。现在模具加工基本不用球刀进行粗加工,而是采用牛鼻刀进行层切,要想实现层切加工必须对毛坯进行扫描,才能保证安全性和尽量减少空走刀。
国际上拥有3D 扫描技术的公司很多,如ATOS、海克斯康、敏捷汽车模具三维光学快速检测等。主要检测方式有照相检测和白光扫描两种方法。下面介绍TRITOP 照相检测系统的基本操作过程:
(1)根据被测物体情况,对相机进行参数设。
(2)相机扫描。
a.贴点。就是在需要测量的物体上贴上参考点(非编码点)用于被测物体标定,在其周围必须放置起辅助作用的编码点。编码点的设置对检测结果的准确性至关重要。b.标尺的摆放。标尺是测量的基础,通过对标尺的校对可以获得准确的测量尺寸,标尺摆放可以不管被测物体的大小,标尺的摆放没有具体要求,模型上或者模型周边都是可以的,主要是方便后面照片的拍摄。
(3)拍摄照片。由于采用拍照的方式进行数据采集,故对拍照有基本要求,即在照片拍摄过程中,每一个检测点应该在多个不同的角度进行拍摄,同时,每张照片至少要包含前面照片中的5 个点以上,这样才能保证我们每张照片是有效的,能被软件识别。在正面和侧面交界处应该相对多贴点,保证连接点不会断开,同时拍照时从不同角度多拍摄几张照片。
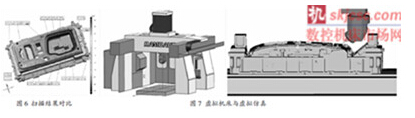
(4)扫描照片导入软件进行对比。将准备好的模型IGES 文件导入到TRITOP 软件中,确定模型的基准与建立的坐标系重合,然后对数模与毛坯面上的非编码点进行比对,通过公差带不同的颜色可以大概判断出非编码点的差值范围,然后根据实际需要精确检测需要的点,如图6 所示。
4、 CAM 编程事项
要实现数控加工,我们必须做好如下事项:
(1)将上述毛坯测量数据与数模进行比较,并用作加工毛坯。
a.首先通过照相扫描设备采集点云数据,同时一定要把点云的坐标系和编程坐标系设置在同一位置,以便数模对齐;b.把采集到的点云进行处理,并生成曲面,保存成IGES 格式,发送给编程人员,用于毛坯比较,和初加工程序编制,以及加工碰撞检查。
(2)建立企业的刀具数据库和加工规范。汽车覆盖件产品结构复杂,不同产品的模具对加工要求不同,为了提高加工效率和质量,我们应该尽量选用短刀加工产品,以获得高质量的模具表面,建立企业级的刀具库数据是编制高质量NC 数据的基础。
(3)建立机床模型,用于虚拟加工,检查干涉。要实现自动加工,我们就必须在车间加工前就避免机床与工件干涉。现在,几乎所有的NC 编程软件都自带仿真加工功能,通过简单设置我们可以直观的检查机床是否会与工件发生干涉。
5 、结束语
随着我国汽车行业的高速发展,模具行业也步入了高速发展期,汽车覆盖件模具数控加工技术是模具业发展的必经之路,我们应该紧抓行业发展的机遇,不断探索,提高我国模具制造业的技术水平。
- 第1页:汽车覆盖件模具数控加工关键技术(1)
- 第2页:铸件毛坯检测
- 上一篇文章:数控技术应用于航空液压壳体类零件高效加工
- 下一篇文章:透视工业4.0:从德国概念到中国战略