

最新新闻

热点文章
我要投稿

联系电话:027-87592219/20/21转188
投稿邮箱:tb@e-works.net.cn
投稿邮箱:tb@e-works.net.cn
视频推荐

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

FANUC系统宏程序在椭圆类零件数车加工中的应用
基于宏程序的功能特点,分析了FANUC数控系统宏程序在椭圆加工时的编程格式,并以数控车削加工小花瓶为例,对含椭圆轮廓零件进行数控车削加工,使用宏程序设计加工工艺、编制程序,在机床上完成了零件加工。
2 宏程序编程加工的应用
下面以FANUC 21i系统数控车床为例,具体分析如何应用宏程序来加工含椭圆轮廓的零件。
2.1 零件加工工艺的分析
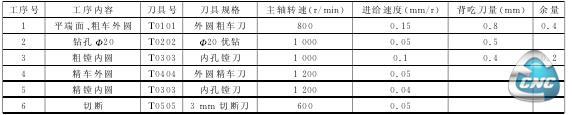
图2为小花瓶零件图,工件坐标系原点设在零件右端面与轴线的交点处。其加工工艺设计重点是椭圆轮廓的加工方法:粗加工时,椭圆先按近似圆弧粗车循环,因为圆弧的轮廓比椭圆大,有加工余量;精加工时,再编写椭圆宏程序加工即可。具体零件加工工艺及切削用量设计见表1。
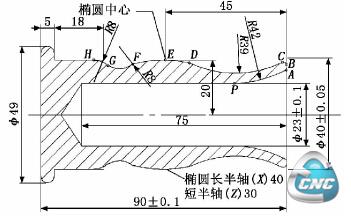
图2 小花瓶零件图
表1 零件加工工艺及切削用量
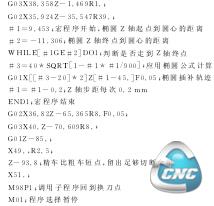
2.2 编写参考程序
为了编写程序,根据零件的要求,需要通过CAD软件绘图查找坐标,具体坐标点为:
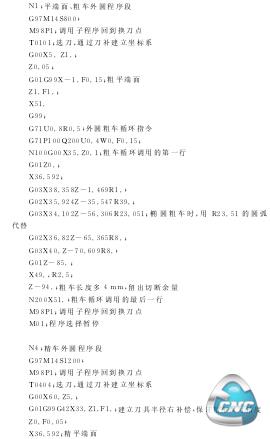
钻孔、镗内孔、切断加工等工序的编程比较简单,这里不再赘述。
3 零件的加工效果
编写完程序,利用FANUC 21i系统数控车床进行仿真加工。如果仿真加工没有问题,选取Ф50mm的有机玻璃材料进行零件加工。通过装刀-对刀-平端面和粗车外圆-钻孔-粗镗内孔-精车外圆-精镗内孔-切断-机床上手动抛光,完成了小花瓶零件的机加工,如图3所示。
4 结论
综上所述,宏程序能编制传统数控编程无法实现的椭圆类零件的数控车削加工程序,其变量编程方式增加了应用对象的灵活性,编写时更直观、简便,精简了程序内容,大大提高了编程效率。因此,机床使用者利用宏程序编程功能,可充分扩展数控机床的使用范围和使用功效,具有非常广泛的应用前景。
本文为授权转载文章,任何人未经原授权方同意,不得复制、转载、摘编等任何方式进行使用,e-works不承担由此而产生的任何法律责任! 如有异议请及时告之,以便进行及时处理。联系方式:editor@e-works.net.cn tel:027-87592219/20/21。
- 上一篇文章:数控系统加工过程远程监控工具的设计与实现
- 下一篇文章:数控车床的伺服系统调整技术