



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子 840Di 系统在辊环磨床中的应用
3 技术实现和功能描述
在整个设备系统改造的过程中,不能因为控制系统的更新而损坏设备的机械精度。设备的机械精度是工件加工精度得以保证的关键,对于磨床来说,主轴精度尤其重要。不论使用哪种系统更新方案,对机床机械部分的改动和拆卸均是越少越好。原设备采用的是西门子的伺服电动机和驱动器,选用西门子数控系统,其电动机结构和控制原理与原机基本一致,可使电路改动最少,可最大限度减少对机床机械部分的改动。为延续赫克力斯( Herkules) 公司辊环专用磨床的设计思路,在西门子 840Di 的基础上开发出辊环磨床专用的控制系统,这一系统操作简单,功能专一,稳定性高。我们在同类机床上使用 840Di 系统开发后的机床,一般具有的基本功能如图 2 所示。
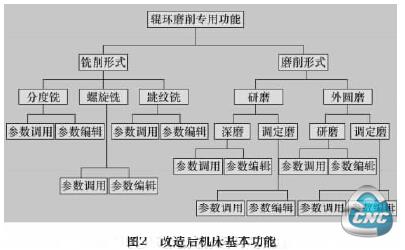
在辊环加工专用功能模式下,操作人员仅需要将所要加工的工件文件调出,再根据系统屏幕显示,输入几个必需的加工参数,系统即可自动对工件进行加工。新系统正常启动完成后,直接进入辊环工件加工画面。系统自动调出上一次加工完成的工件加工工艺及工件编号、工件图等数据,如操作人员确认该工件为当前需要加工的工件,按相应的按键后,即可进行对刀和工件加工。工件加工完成后,系统自动停机。在系统启动界面下,按相应的功能键,可以进入和实现图 2 所示的功能树所描述的功能。所有功能中,参数调用指直接调用已编辑好的工件加工数据,进入参数编辑功能,可以编辑工件号及工件加工工艺数据。
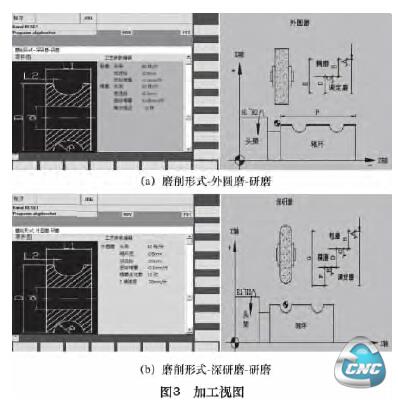
用户可以在参数编辑画面内编辑工件加工要素。各个功能下对应的工件加工要素不同,系统显示的画面也不同,这样做的目的是保证机床在调用工件加工参数时,所调用的文件与待加工的工件加工工艺相一致,不会出现铣削加工时调用了磨削加工的工件参数。相同的工件在编辑“磨削形式 - 深研磨 - 研磨”与“磨削形式 - 外圆磨 - 研磨”的加工参数时,系统显示的编辑画面不同,如图 3 所示。
4 结语
由于数控系统和伺服驱动部分必须匹配,在更新时数控系统和伺服驱动一起全部更换。数控系统和伺服驱动采用 SINUMERIK 840Di 系列产品,该产品是西门子公司近年推出的高性能控制系统,近 10 年不会被淘汰,西门子公司保证该产品 20 年的备件供应。磨床经过数控改造后通过一段时间的运行证明,应用 SINUMERIK 840Di 数控系统是成功的,生产达到了预期效果,为工厂创造了很大的经济效益。
- 上一篇文章:链轮数控加工技术研究
- 下一篇文章:数控系统软件可靠性探究