



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

NUM 控制系统的滚齿机数控系统开发
2 滚齿机的软件设计
NUM 数控系统提供软件开发工具 PLCTOOL、MMITOOL。PLCTOOL 可方便编写 PLC 程序、零件加工程序、系统参数或进行高级语言 C 的编程,它是后台处理程序必不可少的工具。MMITOOL 主要用于创建控制系统的人机界面,它可通过内部图形库或自定义的图形库进行链接,对系统进行二次开发,可根据用户要求编辑人机对话界面,使用户更容易操作。
2.1 人机界面
滚齿机属于专用数控机床,可根据用户具体工艺要求编写针对滚齿加工的中文界面,NUM 数控系统的 MMITOOL 软件是基于 VB 控件基础上的工具软件,它可编辑与 NUM 数控系统进行通讯而获取各种变量的人性化界面,通过使用 MMITOOL 工具实现参数的输入和显示,并能直接将输入的加工参数放入指定的 E 参数,加工程序可在后台编制,对机床的编程和操作非常方便,操作者根据界面显示进行操作,非常直观简洁。图 2 为轴运动显示界面。
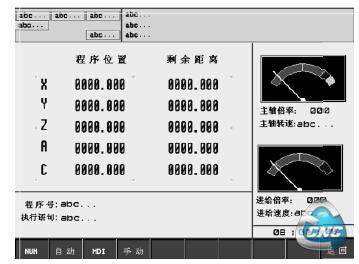
图 2 运动显示界面
图 3 为滚齿加工参数设置界面。
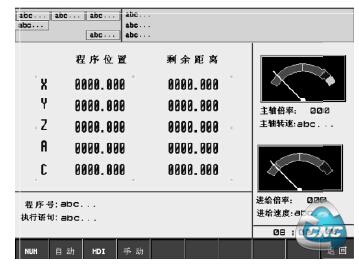
图3为滚齿加工参数设置界面
以参数“齿数”为例介绍制作方法,先在图形层建立输入框,并定义其为“齿数”; 然后在变量层建立两个请求变量,分别用于输入和显示,两个中间变量,用于数据交换; 再设置各个变量的属性,就可将操作者输入的“齿数”放入 NUM 系统的“E56001”中,并将输入的数值显示到中文界面里。
2.2 滚齿机加工程序
电子齿轮箱的编程语法: G181-C 轴与滚刀轴S 及 Z 轴同步,G185-C 轴与滚刀轴 S 及 Y 轴同步,G180-撤销同步。
以滚齿加工程序为例:
% 3000 ( 滚齿同步程序)
L1 = E56001 ( 齿数)
L2 = E56002 /1000 ( 模数)
L3 = E56003 /1000 ( 齿轮螺旋角)
L4 = E56004 ( 滚刀头数)
G79 E56007 = 1 N20 ( 滚齿方向)
E81974 = - 1 ( S-C 轴的同步方向)
G79 N30
其中: G181 轴向同步许可;
D = … 齿数;
K + / - …刀具螺纹扣数或线数。符号表明
C 轴相对于刀具轴旋转的方向;
P… 齿轮螺旋角的度数;
Q… 以毫米表示的齿轮实际模数。
% 1000 ( 滚齿加工程序)
L1 = E56001 ( 齿数)
L2 = E56002 /1000 ( 模数)
L3 = E56003 /1000 ( 齿轮螺旋角)
L4 = E56004 ( 滚刀头数)
L5 = E56005 ( Z 轴终点坐标,mm)
L6 = E56006 ( Z 轴每圈进刀量,mm)
L7 = E56007 ( Z 轴切削深度,mm)
L8 = E56008 ( 滚刀转速,r / min)
G75 N1000 ( 紧急回退,PLC 程序中当 w3. 4 =1 时执行)
N40 M03 SL8 ( 滚刀正转速度,r / min)
N50 G195 FL6 ( 旋转工作台的走刀速度,mm/r)
N60 G01 ZL5 ( Z 完成坐标,mm)
N70 M05 ( 滚刀轴停止)
N80 G4 F5 ( 暂停)
N99 M02 ( 程序结束)
N1000 G00 X3700 ( 回退位置)
M05 ( 滚刀轴停止)
G04 F5 ( 暂停)
M02 ( 程序结束)
滚齿加工时操作者只需在滚齿参数界面设置各项参数,通过按钮同时运行滚齿同步及滚齿加工程序即可。
3 结束语
采用 NUM 数控系统的电子齿轮箱功能,使滚齿机不需要改变机械结构就可以加工多种类型的齿轮,简化了机床的机械传动结构,提高了机床的加工精度及柔性。编制针对滚齿机床的专用界面及加工程序,输入所需的加工参数,即可进行零件加工,实现了操作者的零编程。
- 第1页:NUM 控制系统的滚齿机数控系统开发(1)
- 第2页:滚齿机的软件设计
- 上一篇文章:中心承力筒数控加工工艺
- 下一篇文章:基于电涡流传感器的全闭环锯片磨床数控系统开发