



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

Windows环境下转塔数控冲床监控与编程数控系统开发
4 监控与编程数控系统开发总体设计
(1)监控与编程系统的设计原则
监控和编程系统的设计原则为面向生产和面向用户:
1)面向生产,使监控和编程系统能完成所要求的各项控制、管理和编程功能,面向控制和监测,实现实时控制和多任务。在系统的研究和开发中,采用了Windows NT的多线程技术,并引入了面向对象的设计思想。
2)面向用户,要求人机界面友好,易于移植、扩展和修改。人机界面是用户对系统质量评价的重要方面,美观、简洁、易懂和操作方便的人机界面是系统开发的一个重要方面。系统开发时人机界面的工作量很大,控制领域的软件系统一方面要接收用户指令,一方面还要处理来自被控对象的实时监控信息,所以对系统的可靠性要求比较高。人机界面为系统的实时要求和人的非实时性提供了必要的缓冲,保证了系统的可靠性和实时性。
(2)监控与编程系统的总体结构设计
监控和编程系统的数据流图如图2所示,其中虚线方框内的手动处理、I/O处理、自动处理、仿真处理和回零处理等过程由控制机完成,其数据词典分类如下:
1)数据类:图形和加工数据、设置数据、MDI手动数据、自动和手动数据;
2)文件类:NC文件、GRA文件(图形和加工数据文件)和刀具文件;
3)指令类:输入指令、输出指令、手动控制指令、I/O检查指令、自动控制指令和回零控制指令;
4)控制信息类:手动控制信息、自动控制信息、回零控制信息和I/O检查控制信息;
5)NC代码类等:结果坐标、刀具参数、NC代码、NC代码段和I/O状态。

图2 监控和编程系统数据流图
监控和编程系统的总体结构分为三部分:监控子系统、编程子系统和刀具管理子系统,其中编程子系统包括图形编程和手工编程两部分。手工编程只需调用Windows中已有的编辑器如Notepad即可实现。监控和编程系统的结构如图3所示。监控、编程和刀具管理三个子系统分别完成系统的一部分功能,相对独立,不同子系统在数据结构、控制算法和控制模式等方面具有不同的性质和特点,同时,整个系统又是各子系统的有机组合,有着密切的联系,因而各子系统之间必须存在着信息交换和协调问题。在进行系统的研究和设计时,应尽量减少各部分之间的耦合,以利于各子系统功能的实现;同时应保持各系统之间清晰的信息接口,以增强系统的重构和扩展能力。图形编程系统菜单结构见图4,刀具管理系统的总体结构见图5。
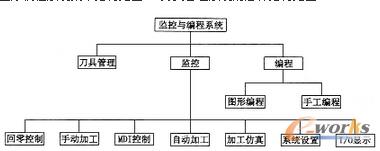
图3 监控和编程系统总体结构
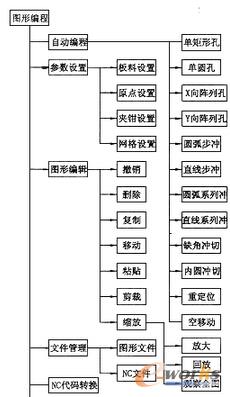
图4 图形编程系统菜单结构
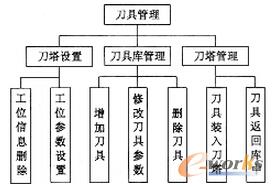
图5 刀具管理系统的总体结构
- 上一篇文章:汽轮机中数控加工技术的应用
- 下一篇文章:智能移动设备的数控系统开发