



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于KND系统的四轴数控系统开发
2 控制系统软件图
在数控系统中开发一组不常用的M指令来控制台达PLC,台达PLC再控制加热装置。
M50指令A液体加热开启
M51指令A液体加热关闭
M52指令A液体出液开启
M53指令A液体出液关闭
M54指令B液体加热开启
M55指令B液体加热关闭
M56指令B液体出液开启
M57指令B液体出液关闭
M58指令C液体加热开启
M59指令C液体加热关闭
M60指令C液体出液开启
M61指令C液体出液关闭
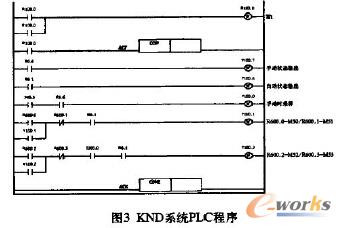
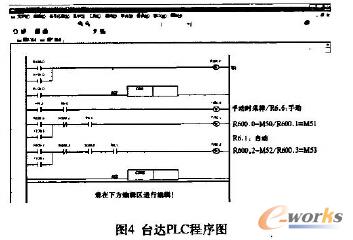
首先定义KND数控系统参数号113=32,114=32, 117=100, 118=100。其意义为扩展I/O模块愉人地址为32点,输出地址为32点,输入首地址号为X100,输出首地址号为Yzoo。其次在KND数控系统的PLC(与上述PLC不同,专指数控系统的软件编辑)程序中先生成M50到M61的指令,然后编写KND数控系统的PLC程序,如图3所示,以A液体为例。再编写台达的PLC程序,如图4所示。
3 系统的工作过程
其控制过程如下:
1)在手动状态下,操作员调节电位器,使其达到设定值后,手动按下KND数控系统操作键盘左边一个空白键(X45.6 ),该键在本机床中被定义为电压采样键。KND数控系统将Y100.0置1,此时台达PLC装置的X0被置1,台达PLC对轴入电压进行采样并可保持记忆住,即永久记忆模拟量输入端的电压值只到有变化为止。
2)在程序运行状态中,当零件程序执行到M50时,KNS数控系统将Y100.0置1,台达PLC的输入点X1被里1,此时台达PLC按记忆值输出电压模拟童到加热装盟。加热装置开始加热,当温度到达时,加热装置的一个开关量信号使台达PLC的抽入点x2被置1,其翰出点Y0里1。台达PLC的翰出点Y0置1又使KND数控系统的X100.0被置i。当零件程序执行到M52时,系统检橄到X100.0为1时.将Y 100.2置1,驱动一个交流接触器动作,将A液体泵出。当A液体工作完成后(零件程序用GU4暂停处理),就执行M51 M53关闭加热与关闭泵出。
4 结论
KND数控系统作为上位机,很好地控制了台达PLC的动作,台达PLC又能很好地控制加热装置的动作,因此它们的人机对话操作界面非常友好.整个过程控制由生产厂家处理好,用户只需要记住12个M指令按照加工工艺编写零件程序即可。
当然一些高档数控系统可以处理模拟量,如西门子的840D,就能自带模拟量的输入输出模块,用它们实现上述控制也很容易,但成本要高得多。
- 上一篇文章:基于PC的开放式数控系统的研究
- 下一篇文章:基于PMAC的开放式数控系统的研制