



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PC 的开放式数控系统开发与研究
1) 主界面模块主操作界面包括状态显示部分以及主要功能按钮。状态信息框中主要显示出各个数控轴的当前位置和运行状态; 当前使用的刀具和夹具编号、当前刀具补偿、切削液状态、主轴转速、进给速度及各伺服轴的目标位置等信息。主要功能按钮可以用于打开其他界面和完成系统功能。
2) 机床参数输入模块完成机床类型选择、主轴的指定、按钮和键的定义等。数据定义格式如表1 所示。
表1 数据定义格式
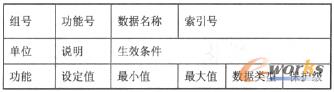
3) 软PLC 模块完成PLC 程序输入、编辑和编译功能, 将输入的逻辑转换为下位机可执行的代码。
4) 代码解释和刀补模块完成刀具参数、数控加工代码的输入、解释和编译。系统将输入的零件加工程序存入专门设置的零件程序缓存中, 编译时, 再从存储器中将加工程序一段一段地调出用于编译。
5) 误差补偿模块用于误差的软补偿; 在生产实践中, 机床部件加工误差和磨损将降低机床的加工精度, 可根据测量的结果, 在加工代码中插入补偿代码以提高精度。
6) 通讯模块主要负责上位机和下位机的实时通讯, 采用串口或USB 口进行通讯。
以上各个模块有相应的人机接口和输入界面, 更好的实现了模块封装, 便于移植和更新。
下位机中单片机主要完成通讯、调度和执行功能, 运行上位机传来的代码, 根据软PLC的逻辑控制主轴, 润滑和冷却等系统, 指挥DSP 控制器进行插补运算, 并驱动伺服系统完成加工。由于本文采用的系统中, DSP 芯片(MCX314)已具有多轴直线、圆弧插补功能, 软件设计相对简单。
3 系统集成
上下位机设计完成后, 进行系统集成、联结。经调试运行,基本达到了设计目的, 工作良好。
4 结语
本文介绍了采用基于PC加DSP运动控制器构成开放式数控系统。该系统可以将WINDOWS 强大的图形用户接口, 多任务能力以及强大的硬件软件兼容能力与基于DSP的运动控制器无与伦比的伺服, 插补和实时计算能力结合在一起, 为用户提供高速、高精和低成本的现代控制;同时系统具有较高的开放性, 从软件到硬件都在不同程度地实现了模块化, 便于系统移植和配置更改, 对基于PC的开放式数控系统的进一步开发和研究有着重要的意义。
- 上一篇文章:Windows平台上软件数控系统开发
- 下一篇文章:基于PC的开放式数控系统的研究