



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

经济型网络化数控系统开发与应用
2 经济型铣床的数控改造
数控机床可以实现加工的自动化,比传统机床提高了生产效率,而且加工零件的精度高,尺寸分散度小[6]。将所设计的通用嵌入式运动控制器用于一台立式铣床X8126 的数控改造试验。改造中保留了原有的主轴系统和冷却系统,用交流伺服电机驱动系统对铣床进行X、Y、Z 三轴数控改造。
2.1 数控加工程序
符合ISO-840 国际标准的NC 指令代码编程是一种较通用的数控编程方法。常用的指令有准备功能G 代码、辅助功能M 代码、主轴速度S 代码、刀具T 代码等。数控程序就是由这些功能代码和数据构成。Pro/Engineer、北航海尔CAXA 等CAD/CAM 软件能够依据零件CAD 轮廓生成相应的加工轨迹,生成数控代码程序。这些代码通过网络发送给机床进行加工。
2.2 硬件组成
如图2所示,基于PC 和MCX314AS 的运动控制器是系统的控制核心。MCX314AS 输出的脉冲/方向信号经接口板(26AMLS31 变成差动信号)与驱动器对应的脉冲/方向端子相连。各轴限位开关信号和原点信号、急停信号经接口板光电隔离后连接MCX314AS 的nLMTP、nLMTM、Xin0和EMGN 引脚。
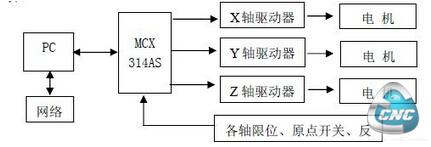
图2 改造后的铣床数控结构图
2.3 软件设计
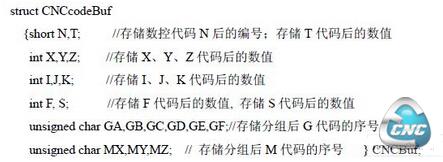
PC 作为数控系统的人机交互界面,完成数控代码编辑(或通过网络接收CAD/CAM 软件生成的加工程序)、语法检查、代码预处理功能,能和运动控制卡进行通信,并能接收到控制卡的(逻辑)位置反馈和驱动状态信息,实现对整个系统的监控。上位PC 的程序用Visual C++开发完成。在已经奠定了运动控制器的软、硬件基础平台后,实现数控应用的关键点在于进行数控加工程序的译码。定义一个数据结构体CNCcodeBuf,将一个数控代码行的译码结果存入其中。将G 代码和M 代码分为GA~GF、MX~MY 组别,以节省存储空间,提高译码效率。
一行代码译码完成后,代码数据存储于变量CNCBuf 中,然后将其变换为对API 函数的调用。
2.4 试验实例
为了试验数控代码的运行效果,用北航海尔的 CAXA 软件设计一个“TEST”字符串的加工轮廓(CAXA 软件自动刀具补偿),生成数控G 代码。PC 对G 代码处理后下载到运动控制器中运行。记录笔记录的加工轨迹符合设计的预期效果。
新型数控系统主要技术经济指标:可靠性高,MTBF 达到10000 小时;性价比高,预计研制的新型数控系统的价格将比现行数控系统的价格低30%以上;数控性能好,(基本数控系统达到):可控坐标轴:X、Y、Z、A 四轴;联动轴:直线为X、Y、Z、A 四轴,圆弧为XY、ZX、YZ 任选两联轴;脉冲当量:X=0.001mm、Y=0.001mm、Z=0.001mm;最高速度:X、Y、Z=6000mm/min;切削速度:1-3000mm/min;最小输入单位:0.001mm。
3 结束语
为促进我国数控技术的进一步提高,加速数控技术人才培养的进程,笔者瞄准国际数控技术发展的前沿,首先抓住教育市场,以研制出具有自主知识产权,具有新型、高性价比、经济实用、高可靠性的数控系统产品为切入点,起点高,速度快,能够满足中国市场的需求。
- 第1页:经济型网络化数控系统开发与应用(1)
- 第2页:经济型铣床的数控改造
- 上一篇文章:一种新型数控磨床专用数控系统开发
- 下一篇文章:基于PLC的数控铣床的设计与新型数控系统开发