



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PMAC的大型超精密车铣机床数控系统开发
PMAC运动控制卡是整个数控系统的核心,其内部集成了DSP数字信号处理器、内部总线、固化的伺服运算算法、PID +陷波滤波器、数模转换器、用户门列阵和光电隔离电路等芯片,其采用的MotorolaDSP 56000 系列CPU,可同时控制8 个轴同步运动,每轴的伺服控制周期仅为40μs,位置控制精度±1Cts,从而使得数控系统的分辨率仅取决于伺服系统的脉冲当量。PMAC卡可以控制任意型号的电机,且能直接与编码器或光栅尺等输出的正交编码信号相连接,作为位置反馈,形成闭环控制; 内置的PLC使得其在前台有程序运行的同时,可在后台运行多达32个PLC程序。这些PLC程序能以很高的采样速率监视模拟输入和数字输入,设定输出值,发送信息,监视运动参数,改变增益值和命令运动启动/停止序列,用以实现机床的逻辑控制。
超精密机床的数控伺服系统除了数控系统外,还包括扩展I/O 板(如图中的ACC14 和ACC34 等) 、伺服放大器、伺服电机、主轴放大器、主轴电机和位置反馈元件等。
X、Z轴的伺服电机和工作台C轴的磨擦轮驱动电机均选用αi系列电机。伺服驱动器采用高速高精度的HRV (High Response Vector) 控制,并具有高精度的电流检出能力,可以实现高速、高精度、稳定的进给。
进给轴X、Z采用双反馈的策略,速度反馈通过装在伺服电机上的光电编码器来实现; 位置反馈利用海德汉(Heidenhain) 的精密光栅尺实现,并选配倍频转换卡,使反馈系统位置分辨率优于40nm,从而使得整个数控伺服系统的分辨率优于50nm。
3.超精密机床数控系统的软件结构与功能
超精密机床数控系统的软件控制管理技术是其关键技术。为实现系统的开放性和实时性,研制了一套较为完善的数控机床的控制管理软件,其具有文档管理、数控编程、参数设置、数控加工、加工仿真、故障诊断等功能。整个系统的软件流程框图如图3 所示
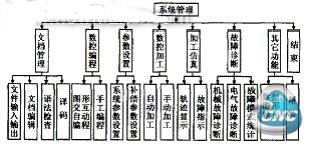
图3超精密数控机床数控系统软件组成
(1) 文档管理模块。主要用于数控文件的输入、选择、复制和删除等操作,实现文档的管理和系统内部的数据交流。并能自动产生文件变更日志,记录相关文档的操作内容和时间。
(2) 数控编程。可进行图形编程或NC编程。系统不仅能够进行直线插补和圆弧插补,而且能实现样条曲线插补和NURBS插补,产生离散点数据,生成刀位文件,经自动编程系统的前置处理和后置处理,输出数控加工G代码,驱动数控机床完成零件加工任务; 在NC编程中,用户可以在编辑区进行G代码的编辑。
(3) 参数设置。主要指机床系统参数设置和补偿参数设置。其中机床参数设置包括机床复位、主轴无级调速、设零及回零点、变当量点动、变速连续运动和动态显示运动等功能。补偿参数设置主要是为了消除或减小加工中可能出现的误差,事先对一些可以预测的误差进行补偿参数的设置。包括对刀、刀补设置、间隙补偿设置、螺距补偿和温度补偿设置等。
(4) 数控加工。主要是根据指令信息对零件进行加工和控制。包括自动加工和手动加工两种方式。
当选择自动加工方式,系统先选择并读入加工文件,然后进行检查和译码,在加工过程中可以选择单段运行和连续运行两种模式。当选择手动加工方式时,则要对伺服轴、主轴和刀架进行手动控制。
(5) 加工仿真。在真实加工之前,为了更好地了解所加工零件的外观、所制定的加工路线的优劣,可以先进行仿真加工,动态显示整个零件的加工过程。加工仿真模块具有设计毛胚、选择刀具、录入程序和仿真加工等功能。
(6) 故障诊断。故障诊断模块中的机械故障诊断主要是对整个机床的机械部件进行监控、检测,及时发现其因机械问题引起的故障,并进行分析和诊断。电气故障诊断是对机床电气连接、逻辑控制和作为上位机的PC机的内存、磁盘等进行诊断,同时还能对伺服信号进行检测,并能对编程输入中的代码进行诊断,以实现系统编程的可靠性。
(7) 其它功能。主要有数据、图形的输出和帮助功能等。
4.超精密机床数控系统软件编程
基于PMAC运动控制卡的数控系统的软件编程采用在VC中调用Pcomm32动态连接库,实现PC机与PMAC卡之间的通讯。Pcomm32中含有200多个函数,涵盖了PC机与PMAC卡以及DPRAM之间进行通讯的所有方法,可在Windows95 /NT 下运行。
Pcomm32共包括三个部分:
PMAC1DLL - 32位通讯函数库
PMAC1SYS - Windows NT下的内核驱动器
PMAC1VXD - Windows 95 下的32 位虚拟设备驱动器
开发过程中使用的主要通讯函数包括:
初始化函数:
OpenPmacDevice ( ) - 允许使用PMAC卡
PmacConfigure ( ) - 对通讯进行配置
PmacGetDp ramAvailable ( ) - 初始化DPRAM
操作函数:
PmacSendLineX( ) - 向PMAC卡写入命令
PmacGetLineX( ) - 读取PMAC卡的响应
PmacDPRSetWord ( ) - 向DPRAM写入数据
PmacDPRGetWord ( ) - 读取DPRAM的响应
在每次PC机与PMAC卡之间的通讯动作结束时,必须使用ClosePmacDevice ( ) 函数关闭所有与PMAC卡通讯的流程。
5.结论
本超精密车铣机床的数控伺服系统充分利用了PMAC控制卡的优越性能,构建了双CPU 的开放式数控系统。并采用了光电编码器和精密光栅形成双闭环控制,极大地提高了系统反馈补偿的能力,使机床具备了超精密的定位和轨迹控制性能。系统不但具备了很好的开放性,有优越的数控编程、数据管理、加工检测、动态仿真等功能,而且精度高、响应快、行程大,能充分满足所装备的大型超精密车铣机床的技术要求,采用该机床能实现大型光学零件的金刚砂刀具的超精密加工。
- 上一篇文章:一种高性能开放式软件数控系统开发及其应用
- 下一篇文章:3D打印的主要工艺流程 你真的懂吗?