



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

一种高性能开放式软件数控系统开发及其应用
系统软件结构
Hi-800数控系统的软件结构如图3所示。由于系统内嵌PA的NT实时内核,因此,对实时性要求比较高的运动控制任务和逻辑控制任务都由CNC软件和软件PLC完成,并直接控制相关的硬件设备,也可以满足数控系统实时控制的要求。而其他对实时性要求不高的任务,如人机接口(HMI)、计算机辅助制造(CAM)等需要由PC机实现的任务,仍由Windows NT操作系统来实现。
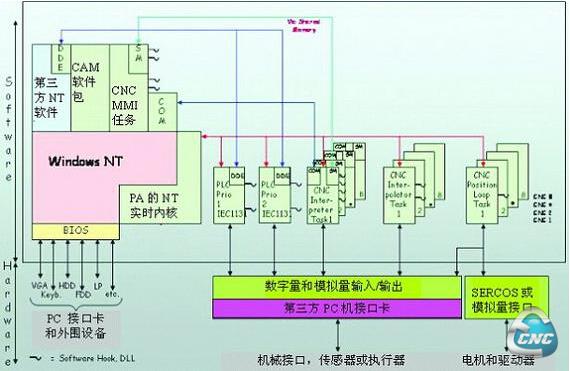
图3 Hi-800系列数控系统软件结构
PA的NT实时内核使数控系统可以以固定的时间间隔执行实时任务,而且在执行实时任务时,禁止其他非实时任务的执行,并能够直接获得系统相关的硬件资源。只有在没有实时任务需要执行时,Windows NT才能获得CPU资源,去执行基于NT系统的应用程序。
系统CNC软件包含与运动控制有关的所有功能,如对用户的NC程序进行编译、解释代码;运动轨迹的插补运算;轴的位置环控制及与软件PLC和外部设备的通信等。
CNC编译器(CNC Interpreter)
CNC编译器的主要任务是对用户的NC程序进行解释,并将其转换为伺服任务中的插补器能够识别的格式。此外,编译器还具有下列功能:
控制CNC操作模式;
系统诊断;
与伺服系统进行信息交换;
向MMI传送信息,用于显示;
与PLC进行二进制I/O数据交换;
加工过程的偏移量设置和路径修正。
CNC插补器(CNC interpolator)
插补器是CNC的执行单元,CNC的下列功能都与插补任务有关:
路径插补;
轴插补,包括线性、样条、圆弧、螺旋线插补,还具有镜像、并行随动轴功能;
位置轴控制;
诊断与监控管理;
与位置任务的通信连接;
从CNC-PLC读取输入信号;
向PLC传送BCD码信号;
实时转换 (极坐标,5轴);
实时自校正,包括间隙补偿、齿隙误差补偿、零漂补偿等;
正弦震荡器;
主轴输出;
从 FIFO寄存器中读取新的程序段;
快速输出数字量信号。
CNC位置闭环控制(CNC Position Loop)
位置任务用于实现轴的位置控制功能,所有CNC和PLC的实时任务都是由与控制轴有关的硬件定时中断控制的,每次中断都执行一次位置任务,主要完成下列操作:
从门阵列或sercos接口读取位置值;
检测编码器信号(模拟轴);
更新机床位置;
计算机床位置误差值;
根据机床位置计算相应的内部位置;
计算命令位置值与实际机械位置的偏差;
计算对应的位置控制的输出值;
输出到D/A转换器(模拟量控制轴);
输出到sercos接口(sercos控制轴)。
Hi-800内置的高速软PLC符合IEC-1131-3标准,用户可以使用梯形图、功能程序段、指令表、流程图及结构文本等多种PLC语言编程,完成各种复杂的机床逻辑控制。系统还内置机床参数编辑器和逻辑分析仪(非常有用的调试工具),使得机床控制系统的安装、调试和保养非常简便。
作为基于PC的开放式CNC系统,Hi800允许用户以安全可靠的方式集成第三方专业技术及专用软件(例如各种CAM软件)。系统控制功能均由软件实现,可以根据机床类型及不同的应用开放相应功能模块,提供给用户最大的选择和灵活性。
Hi-800系列数控系统的性能及特点
系统的主要性能指标如附表所示:
附表 系统的主要性能指标

- 上一篇文章:基于ARM的开放式数控系统的研究
- 下一篇文章:基于PMAC的大型超精密车铣机床数控系统开发