



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

双转台五轴联动数控机床对刀方法介绍
2.校正B轴零位(对刀B轴原点)
一般我们取C轴转台(双转台上的圆形小转盘)的旋转平面为水平面时的B轴位置为B轴零位;校正方法如下:
如图1-2所示,千分表吸在主轴上,让表头接触到C转台表面,首先沿X轴从B1到B2打表,以确认转台的安装是否平整,若千分表读数两点不同,则需要重新固定转台,确保转台安装面的清洁,并重新进行步骤1校正转台安装方向;然后,沿Y轴从A1到A2打表,调整B轴角度,使千分表在A1、A2两点的读数相同,此时C轴的旋转平面校正到了水平位置。转台水平后把此时B轴的机床坐标值输入到G54~G59对话框的B框中,并按“确定”按钮保存录入的数据。硕士论文,五轴联动。
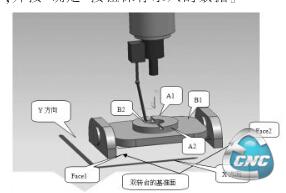
图1-2 校正双转台
3.找C轴转台的中心(对刀X、Y轴原点)
把千分表吸在刀柄上并保证在表座随着刀柄在360范围内旋转时不受阻碍。让表头接触到C轴转台的内孔表面,旋转刀柄(千分表应随着刀柄转动),如果表的回转中心和转台中心不重合,调整X轴和Y轴的位置直到二者重合为止(此时千分表在回转台内壁任意角度的读数相等或在允许的误差之内)。把此时X轴和Y轴的机床坐标值分别输入到G54~G59对话框的X和Y框中,并按“确定”按钮保存。
4.找出B、C轴线的交点(对刀Z轴原点)
a.测量摆长(固定值)
使B轴运动至G55对刀点的位置,X、Y轴移动至主轴中心与C转台的中心位置重合(即机床移动至G55 X0 Y0 B0),在手轮方式下把“相对移动量KA”项清零,再让B轴摆动-90°
让刀具的侧刃(最好使用寻边器,防止刀刃刮伤转台)接触C轴回转台的表面,把此时“手轮方式”下的“相对移动量KA”下的Y坐标的值记录下来,记为R,这个值再减去刀具半径就是B轴的回转半径。硕士论文,五轴联动。硕士论文,五轴联动。记为ZH1. ZH1=(|R| - 刀具半径)
b.对C转台高度
将B轴运动至G55对刀点的位置,用刀尖接触C转台表面,将此时机床坐标值记为“ZH2”.
c.设定Z轴原点坐标
G55_Z=ZH2-|ZH1|,将此数值输入G55对话框的Z框中并按“确定”按钮保存。
5.选定C轴的基准边(对刀C轴原点)
通常在需要进行多轴加工的工件上取一基准边,把这个基准边与X(或Y)轴成一特定角度或平行时的C轴位置作为C轴的零位。把此时C轴的机床坐标值输入到G55对话框的C框中,并按“确定”按钮保存。硕士论文,五轴联动。
7.找工件基准点与转台中心点的偏差
使机床B、C轴都移动至零位(G55 B0 C0),按照三轴的对刀方法找到工件上对刀基准点X、Y、Z的机床坐标值,输入到G54对话框中,并按“确定”按钮保存。硕士论文,五轴联动。比较G54和G55坐标参数中X、Y、Z轴的数值,按照如下公式计算:
四 结束语
本文介绍了双转台五轴联动数控机床对刀的一般步骤。当然,在具体实现过程中还需要掌握一些基本技术和方法。本文所介绍的操作步骤虽然看起来简单,但要真正掌握它,还需在实践中不断体会和提高。
- 上一篇文章:基于ARM的开放式数控系统的研究
- 下一篇文章:基于PMAC的大型超精密车铣机床数控系统开发