



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

开放式滚齿机数控系统开发策略及系统结构研究
PMAC系统的内置PLC功能是经智能I/O接口的输入输出实现的。在控制系统中, 送入PLC的输入信号主要有: 操作面板和机床上的控制按钮、选择开关等信号; 各轴的行程开关、机械零点开关等信号;机床电器动作、限位、报警等信号; 强电柜中接触器、气动开关接触等信号; 各伺服模块工作状态信号等。这些信号通过光电隔离以后送到智能I/O 接口上, 有效地将计算机数字量通道与外部过程模拟量通道隔离起来, 可大大地减小了外部因素的干扰, 提高整机系统的可靠性和稳定性。PLC输出的信号主要有: 指示灯信号, 控制继电器、接触器、电磁阀等动作信号, 伺服模块的驱动使能和速度使能信号等。
2.系统的软件结构
PC + PMAC滚齿机数控系统软件结构如图2 所示, 整个软件系统由主控模块及各个功能模块组成。主控模块是为用户提供一个友好的系统操作界面, 在此界面下, 系统的各功能模块以菜单的形式被调用。由于滚齿加工的复杂性、加工工艺参数计算难度大,主控模块应显示滚刀和被加工齿轮的相关参数、齿轮加工固定循环、滚齿过程中的各轴坐标位置、动态加工轨迹等信息, 操作人员只需输入加工零件的齿数、高度、角度等信息, 选择相应的加工循环, 数控系统就能够自动生成齿轮加工的NC代码。
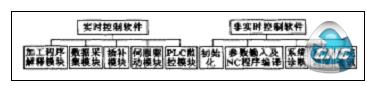
图2 PC + PMAC滚齿机数控系统软件结构示意图
系统的功能模块可分为实时控制类功能模块和非实时管理类模块两大类。实时控制类功能模块是控制机床当前运动和动作的软件模块, 具有毫秒级甚至更高要求的时间响应; 非实时管理类模块没有严格的时间响应要求。
非实时管理类模块包括系统初始化、系统诊断、系统通讯以及NC程序编辑等内容。这类软件模块可利用PC微机和PMAC所提供的计算机语言和软件工具实现。由于时间响应要求不高, 故由PC微机负责运行。
实时控制类功能模块包括加工程序解释、伺服驱动、运动插补、数据采集以及PLC等。实时控制软件的设计应充分考虑软件的开放性和滚齿加工的专业性, 用户可以根据某些具体要求增加软件的功能模块。在这些实时控制类功能模块中, PMAC已提供良好的软件开发功能(工具) 。
加工程序解释模块由G代码解释程序、M代码解释程序和T代码解释程序组成。可在PEW IN环境下对已有的PMAC解释程序进行编辑和调试, 并下载到PMAC固定内存中, 在实际加工时被PMAC自动调用。另外, 伺服中断时间、电机相位等参数由PEW IN执行程序来设置, 从而实现了实时控制部件的参数化。
插补模块中可直接选择调用PMAC提供的直线插补、圆弧插补及样条插补功能; PMAC还提供了PVT(位置- 速度- 时间) 运动模式, 该模式可以对轨迹图形进行直接地紧凑地控制, 用户可以对以上几种模式加以选择和组合。也可自行定义G、M、T代码。如滚齿加工中的G64 (展成运动功能) ; G65 (滚斜齿轮) ; G66 (滚鼓形齿) ; G67 (滚小锥度齿) 等。由于一些滚齿加工工艺完成的动作循环十分典型, 并且需要多次循环, 故对这些固定循环用某种功能代码进行定义, 可大大减少编程工作。如轴径向矩形逆铣、轴径向矩形顺铣等。
伺服驱动模块可以选择PID位置环伺服滤波器、陷波滤波器或扩展滤波器, 并设置其控制参数; 用户也可以定制自己的伺服算法, 实现个性化的伺服控制。由于滚齿加工属于断续切削, 不仅在加工过程中切削力、滚刀转速有很大的变化, 工件及工作台要承受断续的冲击力, 而且在滚刀切入切出过程中工件及工作台的受力情况也在不断变化, 用常规的控制器整定方法已不能获得满意的机床性能, 故系统中除了采用在线可编程的数字PID 整定外, 还应增加速度前馈、加速度前馈滤波方式。
PLC控制模块用于机床系统的开关量的逻辑控制。开发者需要根据自身控制面板要求和机床控制逻辑进行编制。当运动程序在前台有序运行时, PMAC可以在后台运行多达32个异步PLC程序。PLC程序可以以极高的采样速率监视模拟输入和数字输入、命令运动停止/起动等作业, 以5 ~10ms甚至更高的循环速度对PLC 程序进行反复扫描。PLC 程序采用PMAC提供的命令语言编写, 可以直接运行, 也可经编译后执行。
这里有必要提一下双CPU的通讯程序, 由于其开发工作量大, 也很具有技巧性。利用DeltaTau公司提供的Pcomm32 动态连接库和PTALKT控件是一个明智的选择。它囊括了同PMAC通讯的所有方式, 而且将其主要函数进行分类、封装, 最终形成一种用户应用程序友好界面, 使用户从32 位驱动库中解脱出来, 将全部精力用于定义和开发自己的CNC系统应用程序。
3.结束语
根据数控系统的发展趋势和滚齿加工特点, 在开放式数控系统的3种开发策略中, 以通用工业控制机为基础, 采用功能强大的运动控制器PMAC承担插补计算、位置控制、速度控制等实时任务是一种较为理想的滚齿机数控系统开发方法。能够实现软件管理和实时控制两个级别的开放度, 具有专业性强、开发灵活及周期短、易于技术实现、成本低廉等优点。
- 第1页:开放式滚齿机数控系统开发策略及系统结构研究(1)
- 第2页:系统的软件结构
- 上一篇文章:基于IEC611313的开放式数控系统开发
- 下一篇文章:开放式数控系统开发研究现状