



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

开放式数控系统的模块化设计
2 PCB钻铣床数控系统软件结构设计
该系统采用了“IPC +NC”的结构,系统软件设计借助COM组件,采用模块化编程结构,主要包括人机界面应用软件模块、控制卡核心控制软件模块系统配置模块和网络接口模块。
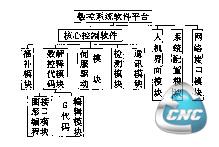
图2 数控系统软件结构
(1)人机界面模块人机界面模块主要用于实现用户的输入和系统的输出。用户的输入包括用户发出控制命令、设置系统参数等操作,而系统输出包括当前系统状态的在线显示。
(2)核心控制模块核心控制模块包括数控代码解释模块、伺服驱动模块、插补模块、检测模块和通讯模块,它们通过内核程序协调来完成具体的任务。
其中通讯模块是耗费工作量最大的部分,主要用来实现主从机之间的通讯,可利用GT-SV-400随卡提供的win98/2000下的设备驱动PHDIO.SYS和面向运动控制卡的高级函数库DTSVDLL.DLL来进行开发,其通讯示意图如图3所示,这样方便了用户的使用。

3 数控系统软件实现
数控系统软件程序在Windows2000下,采用Visual C++6.0面向对象语言进行基于组件的模块化开发,可实现系统软件的可重构性、可扩展性、可移植性和互操作性等特点。
(1)系统参数配置模块系统参数配置模块包括运动控制卡参数配置和系统控制参数配置两部分。控制卡参数配置主要包括坐标轴映射、编码器方向、限位信号、误差限和伺服滤波等参数,配置界面如图4,这些参数位于板卡底层,直接决定了系统的性能;系统控制参数配置主要包括软限位、刀库位置和刀具状态等参数,刀具状态参数配置界面如图5,这些参数决定了系统运行状态。用户通过界面程序可对上述参数进行设置,并将形成配置文件controlcard.iNI,当系统启动时控制卡信息参数自动被加载。
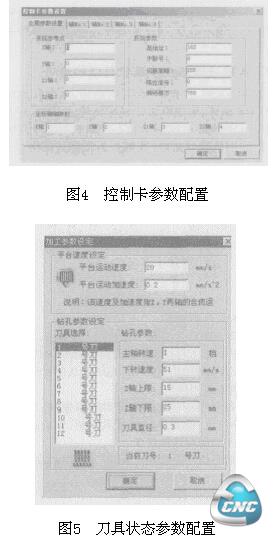
(2)系统运行主界面(如图6所示)
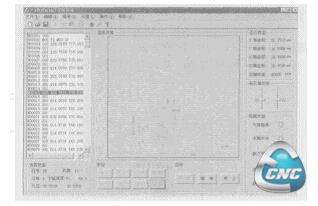
图6 系统运行界面
4 结束语
本文采用深圳固高有限公司GT-SV-400四轴伺服运动控制卡构筑了开放式数控系统,基于COM组件的模块化软件设计,以PC机实现友好的人机界面、灵活的系统配置和增强的外部软件接口,提高了系统的运算速度和控制精度。该系统已成功被应用开发了印制线路板(PCB)数控钻铣床,该系统功能强大,可完成插补运算、位置控制等实时控制。该系统由于具有与Protel等CAD软件的接口,缩短了加工周期,提高了线路板的加工质量和效率。
- 第1页:开放式数控系统的模块化设计(1)
- 第2页:PCB钻铣床数控系统软件结构设计
- 上一篇文章:基于FAGOR CNC070数控系统的砂轮摆动磨削实现
- 下一篇文章:我国高档数控系统市场前景分析