



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于RT-Linux的开放式数控系统软件平台的研究
①伺服控制模块:在由I/O信弓及插补运算得到的粗插补信息前提卜,控制机床执行机构实现精插补,按NC指令指定的路径和速度运动。
②人机交互界面模块:此模块主要完成系统运行前和运行中的参数设定。如菜单的答理、程序的编辑、参数的设定和文件答理等工作。
③代码解释模块:该模块主要根据输入的数控加工程序的语法规则对用户编写的零件程序进行语法、语义检查,并进行译码工作,将数控源代码中给出的各种加工信息进行分离提取,变成各种状态和数据,再将处理的结果存入缓冲区,等待其它模块的调用。
④插补模块:负责数学预处理、加减速的控制、插
补、终点判别等工作,向位置控制器输出通过轨迹运算后
的进给量。
⑤ PLC控制模块I/O控制模块):该模块主要完成机床的辅助功能和机床的逻辑控制,同时也完成机床报警出错、紧急停止等突发事件的处理。
⑥通讯管理模块:完成系统间的实时通讯和网络通讯的答理。
⑦状态监控模块:监控主轴转速、压力、切削力等。
本文按照开放式控制系统的层次划分,把数控系统的应用程序软件模块分为应用单元和控制单元两大部分,如图3所示。应用中一元向用户提供了图形化的应用软件环境和标准的系统功能函数,包括操作界面操作菜单,人卜标泉示、参数设置、文件答理、加工编程等)。控制单元相当于一个高效的NC-PLC内核,完成基本的数控功能,包括译码、数学预处理、插补、I/O处理、实时状态监控等。按任务实时性要求的不同,控制单元又划分为实时任务和非实时任务,对于实时性要求不高的任务如编译、预处理、状态监控等在非实时域执行,而对于实时性要求比较高的任务如插补、I/O处理等则在实时域执行。RT-Linux对实时任务和非实时任务按优先级统一调度。
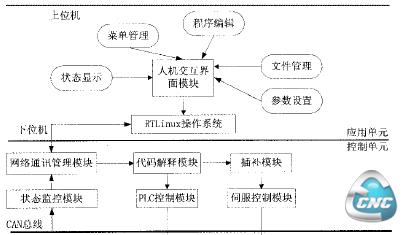
图3 开放式数控系统的软件模块结构
5 结束语
目前,基于RT-Linux的开放式数控系统平台以其优良的实时性、开放性和稳定性在数控制造领域赢得越来越多的重视,虽然其研究起步较晚,但其前景十分看好而且进展迅速,如果能及时开展基于RT-Linux的开放式计算机数控系统的研究,我国数控技术水平必将得到全面的提高。
- 上一篇文章:基于Windows的华中数控世纪星数控系统PLC编程系统设计
- 下一篇文章:网络数控系统结构的探索