



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

CNC系统开发与应用
2 NC 控制电路
NC 控制电路由主控制器、辅助控制器、主轴控制、主轴变频调速频率给定电压、系统上电复位、电源电压监控、看门狗定时器等电路组成,如图2 所示。
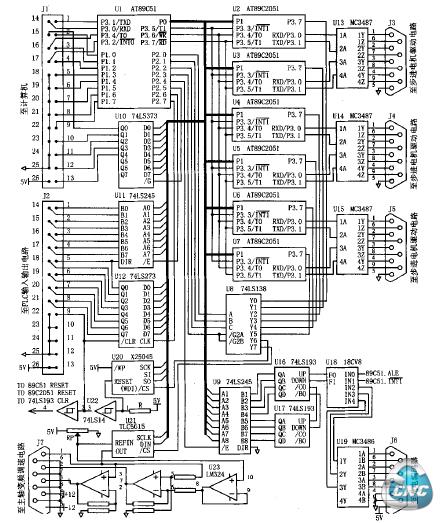
图2 NC 控制电路
2.1 主控制器与PC机通信
主控制器AT89C51 与PC 机之间采用并行数据传输,其数据传输速度快,无需进行端口参数设置,无需进行电平转换,将PC机并口对应引脚与单片机端口直接相连即可。PC机的并口为1个标准的25针插座,包含1个数据口、1个状态口和1个控制口。在系统程序设计时只要对这3 个寄存器进行读写操作,就可实现PC 机与单片机之间的数据传输。PC机并口8 根数据输入输出线与AT89C51 单片机P1口相连,4 根输出控制线与单片机P3.0、P3.1、P3.2、P3.4 相连,5根输入状态线通过8D 锁存器接至系统数据总线。
2.2 主控制器与辅助控制器通信
主控制器AT89C51 与辅助控制器AT89C2051 之间采用并行通信方式进行数据传送。单片机并行通信有单向并行通信、主从并行通信、无主从双向并行通信3 种通信方式,不同的通信方式其通信联络控制信号不尽相同。数据传送可采用中断方式进行,也可采用查询方式进行。在该系统中采用主从并行通信方式,数据传送采用中断方式进行,其中主控制器AT89C51的P0口与辅助控制器AT89C2051的P1口相连作为数据线,主控制器的P3.5、P3.6、P3.7 与辅助控制器的P3.3、P3.4、P3.5 相连作为通信联络控制信号。
2.3 看门狗电路
在CNC 控制系统中,存在电源通断、瞬时电压不稳等不安全因素,将会造成系统死机、信息丢失、运行不稳定等故障。为解决这些问题,实现系统安全可靠、稳定、实时运行,采用X25045 芯片作为CPU监控器,可完成系统上电复位、看门狗定时器、电源电压监控、串行E2PROM等功能。对X25045 的操作是通过4 根口线/ CS、SCK、SI和SO进行同步串行通信来完成的,/CS为片选端,SCK为串行时钟端,SI为串行输入端,SO为串行输出端。由于AT89C51单片机内部没有SPI 接口,因此系统利用了单片机P0口的3 根口线及1 根地址线和软件模拟读写时序的方式与X25045 通信。
2.4 主轴控制电路
采用增量式光电编码器作为螺纹加工中主轴旋转与坐标轴进给同步控制、工件端面或锥面切削时恒线速切削控制、主轴测速等。由于主轴旋转是双向的,既可顺时针旋转,也可逆时针旋转,所以需对编码器的输出信号鉴相后才能计数。在系统中光电编码器输出的6 路信号经四差分线接收器MC3486放大后形成3 路信号,再经18CV8 可编程逻辑器件鉴相。当顺时针旋转时,鉴相输出计数脉冲从18CV8 的F0 脚送至双向计数器74LS193 的加脉冲输入端UP,进行加法计数;当逆时针旋转时,从18CV8的F1脚送至74LS193 的减脉冲输入端DOWN,进行减法计数;脉冲计数输出值经74LS245送至系统数据总线。
2.5 频率给定电压电路
主轴变频调速频率给定电压由TLC5615 产生,其和主控制器AT89C51 单片机的接口电路如图2 所示,采用三线串行接口。在系统中,TLC5615 的串行时钟输入SCLK 端和串行数据输入DIN 端分别与AT89C51 单片机的P0 口2 根线相连。片选/ CS 端与地址译码器74LS138 相连。由主控制器经内部控制程序处理后输出主轴变频调速频率给定串行数据至TLC5615 的DIN 端,经TLC5615 内部D / A 转换后由其OUT 端输出频率给定模拟电压至主轴变频调速电路,进行主轴变频调速控制。
- 第1页:CNC系统开发与应用(1)
- 第2页:NC 控制电路
- 第3页:PLC 输入输出电路
- 上一篇文章:基于PLC的废金属破碎生产线监控系统设计
- 下一篇文章:曲轴滚磨光整加工数控技术研究