



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于S7-200可能量预选的摩擦压力机数控系统
3.3 打击动作流程
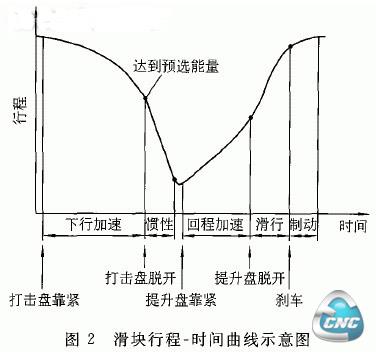
在一个打击动作流程中,执行机构的动作如下:得到打击命令后,刹车释放,打击盘靠紧,搓动飞轮旋转,滑块下行;此时飞轮加速,当检测到滑块达到预选能量对应的目标速度时,打击盘脱开,滑块惯性向下,以此时所具有的速度锻压工件,释放能量直至停止;锻压完成后,开始回程,提升盘压紧飞轮,搓动飞轮反向旋转,滑块迅速提升;至某一位置后,提升盘脱开;滑块继续惯性向上滑动,至制动行程处,刹车,滑块减速。直至停止,动作完毕。该过程的滑块行程一时间曲线示意图如图2所示。
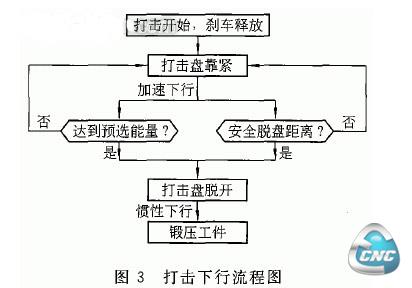
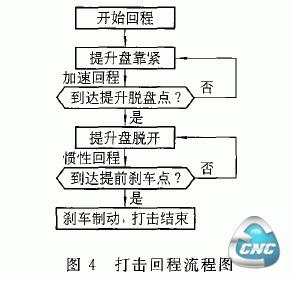
软件中,除了打击行程和打击能量可设定外,下行过程中的打击安全脱盘距离和回程过程中的提升加速距离、提前刹车距离等均可设定,分别用于保证设备安全和回程位置准确.打击下行流程图如图3所示.打击回程流程图如图4所示。
3.4 人机界面
人机界面用于设定系统、运行参数和显示实时参数。界面包括主显信息画面、参数设置画面、故障信息画面和设备信息画面;另外,用户管理通过口令赋予操作者不同的权限,较低的权限无法修改高级参数,这样可以保证参数安全。
主显信息画面显示的内容包括当前打击模式、设定打击行程、预选打击能量、实时滑块位移、实际打击能量、累计打击次数以及系统提示信息等。参数设置画面可设置基本参数和高级参数。基本参数包括设置打击行程、打击能量、打击下行安全脱盘距离、回程提升脱盘距离比例、回程提前刹车距离、润滑间歇工作时间和自动顶料延时等;高级参数包括提升电机和打击电机星三角启动时间、飞轮惯量、主螺杆导程和编码器分辨率等。故障信息画面可提示用户设备故障信息和可能原因等,如滑块超程报警、润滑缺油报警;若安装了吨位指示器,则还可显示设备超载报警。设备信息画面显示的内容有设备额定压力、标称能量、最大最小打击行程、最小装模高度等。
本研究以JB53—630型摩擦压力机为例,开发了基于S7—200的可能量预选的摩擦压力机数控系统。该数控系统已成功应用于JB53—630型和JB53—160型双摩盘螺旋压力机系统,实践证明,该系统可以通过触摸屏设定打击行程和预选打击能量,可以实现一打、手动二打、手动三打、自动二打、自动三打等工艺需求,并且兼容了传统的脚控打击功能,以较低的成本显著提高了摩擦压力机的控制水平和自动化程度,工艺适应面更广。另外,由于打击能量可控,通过预选合适的能量对锻件进行打击,可有效降低模具承受的多余能量,从而提高模具寿命。该系统可以很方便地配合自动上、下料机构、自动喷石墨机构等外设构成压力机自动化生产线,大大减少工人的劳动重复性和劳动强度,提高产品一致性。
- 第1页:基于S7-200可能量预选的摩擦压力机数控系统(1)
- 第2页:打击动作流程
- 上一篇文章:基于PLC的六工位组合机床的控制系统设计
- 下一篇文章:基于数控技术的多孔类复杂壳体高精密加工方法研究