



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的数控焊接机研制
3 数控机械传动结构设计
根据工作要求,现采用以下传动方案:1)纵向采用丝杠传动,结合主辅导轨使滑台在纵向沿导轨移动;2)在纵向滑台上安装横向导轨,在步进电动机的作用下,使滑台在横向导轨上移动;3)最后在横向滑台上安装竖向导轨,并在横向滑台上安装步进电机。通过螺母丝杠带动焊接头作竖直方向的运动。均采用步进电动机作为动力源,带动丝杠传动,而丝杠带动滑台在导轨上移动,其机械传动系统图见图2。
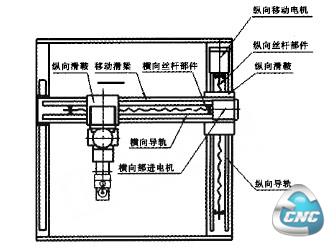
图2机械传动系统图
4 步进电动机的选用及其驱动
选用步进电动机时,首先应根据机械结构草图计算机械传动装置及负载折算到电动机轴上的等效、转惯量,然后分别计算出各种工况下所需的等效力矩,再根据步进电动机最大静转矩和起动,运行矩频特性选择合适的步进电动机。
现设定数控焊接机各丝杠螺距为12 mm,采用步进电动机步距角β=0.60°。为了便于编程和保证工作时的精度,要求各方向的步进当量为0.01mm。
步进电动机和丝杠联接有2种方式:直接式和齿轮联形式,在步进电机步距角卢,步进脉冲当量
5 及丝杠螺距L确定后,步进电动机和丝杠联接传
动比不一定正好为1:1关系,这时应采用增加一对齿轮的方式来实现电机和丝杠的连接。步进电动机的运行特性不仅与电动机本身和负载有关,而且与配套使用的驱动电源关系十分密切。步进电动机的驱动电源包括环形分配器和功率放大器两部分。在此对这两部进行自行设计,用来满足此套数控系统中步进电动机的驱动需要。
环形脉冲分配器用于控制步进电动机各相绕组的通电运行方式,其作用是将数控装置送来的一系列指令脉冲按照一定的顺序和分配方式处理,控制各相绕组的通电断电。环形分配器的功能可用硬件或软件的方式来实现,分别称为硬件环形分配器和软件环行分配器。目前市场上有许多专用的集成电路环行脉冲分配器出售,集成度高,可靠性好,有的具有可编程功能。
软件环形脉冲分配器对于不同种类,相数和分配方式的步进电机有不同的种类。用软件环行分配器只需编制不同的环行分配程序,将其存入数控装置的EPROM中即可。用软件环形分配器可以使线路简化,成本下降,并可灵活地改变。其设计方法有多种,如查表法,比较法,移位寄存器法等。最常用的是查表法。
现结合实际情况,采用自行设计一套硬件环行分配器,对此数控系统中的步进电动机实施脉冲分配。此步进电动机为三相绕组式,现环形分配器设计成为三相六拍正反转式,由JK触发器构成的硬件环形分配。
5 PLC在此数控系统中的作用
PLC程序用来控制机床的顺序动作,是一种顺序程序。顺序程序是指对机床及相关设备进行逻辑控制。数控机床PLC程序完成以下功能。
1)编译功能。编译接口信号,控制机床的动作。
对机床控制面板的各个按键,旋钮的输入信号进行编译处理,以控制数控系统运行状态。对辅助功能指令(M,s,T功能信号)译码,对辅助功能的接口信号进行译码处理,转化为相应的控制指令,通过这些控制指令与其他状态经逻辑运算后,控制机床的运行。
2)对其它外围设备的控制,如对各种指示灯的控制,报警系统控制等。在此套数控系统中,PLC输入信号有2类来源。
①来自控制面板开头量信号和机床侧行程开关等发出的信号;②来自CNC侧发出的(M,S,T)辅助功能控制信号。
PLC输出信号也有2种:1)输出到机床侧,控制机床运行的指令信号。如各种指示灯的输出控制信号,焊接头焊接开始的控制信号,控制电路中各继电器接通和断开等的输出信号等等;2)反馈到CNC侧的控制信号。如行程开关动作的报警信号,急停信号,CNC工作方式选择信号等。
PLC在此数控系统中,即要对机床侧进行输入输出控制,同时又要与CNC进行数据的传输,所以要求PLC具有特殊的I/O接口电路,故在此选用数控机床专用PLC,即PMC(Programmable machine controller),专门用于控制数控机床的
PLC,其功能和编程方法及运行方式与普通PLC相同。结合当前PMC生产厂家及PMC的性能价格比,现采用日本FANUC生产的PMC—SA3型PMC,此PMC为内装型,以PMC插板形式安插在大板上,从属于CNC。此PMC没有自己的I/O接口,而是利用CNC的接口与外界进行数据交换传输。
6 结语
数控系统在现代化先进制造技术中的地位已日趋重要。机床行业的计算机数控化已成为制造技术进步的大趋势。根据本设计的结果,可知企业完全可以根据自身特点,开发适合自己的数控设备,采用主板结构,选择各种插卡模块,通过市场采购专用设备,如PMC卡、轴位置速度控制卡,MDI卡,步进电机、工业控制机等,根据机床要求设置特定功能,通过自己开发出相应的控制程序。这样可使企业的数控化程度加快,使数控技术在我国得到很好的普及。
- 第1页:基于PLC的数控焊接机研制(1)
- 第2页:数控机械传动结构设计
- 上一篇文章:基于FPGA与数控技术的钢卷尺自动切零系统研究
- 下一篇文章:数控技术在钣金机床加工中的应用