



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

基于PLC的高精度飞剪控制系统
2.2 控制原理
在该飞剪系统设计过程中,通过软、硬件的配合,可着重弥补剪切定位不精确、运行不稳定以及剪切速度不高等缺陷。其具体相关控制原理为:
(1) 头部剪切超前率或尾部剪切滞后率问题。飞剪剪切时,一方面要求控制系统在预定时间内能完成剪机启/停,制动周期运行,另一方面,剪切机构应使剪刃从开始剪入到剪切终了的过程中其线速度水平方向的分速度等于或略大于(尾部剪切时应小于)轧件速度。
(2) 轧件进飞剪的速度。应用2种不同算法可以得到剪前机架过来的轧件的速度。
①辊径法:根据剪前机架轧辊直径和机械速比以及电机转速,直接算出轧件线速度。
②测量法:飞剪前安装有2个热金属检测器HMD1和HMD2,当轧件头部或尾部到达HMD1时,高速计数器开始进行计数,直至HMD2 头、尾部信号到达,此时,计数值对应HMD1与HMD2之间的距离,可求出每个脉冲周期轧件走过的距离。应用中将两种算法相互结合,互相弥补,在不同阶段选择不同的优先算法,可做到精确控制剪切长度。
(3) 飞剪启动时间的研究与确定。当HMD1检测到轧件头部或者尾部时, PLC系统根据飞剪前机架的速度基准值和可调节的超前系数计算出飞剪的速度基准值。飞剪电机的启动采用恒加速方式,也就是启动斜率恒定,因此可计算出剪刃从原位启动加速并到达剪切位置的时间,以此来确定飞剪启动指令发出的时机。
3 系统软件设计
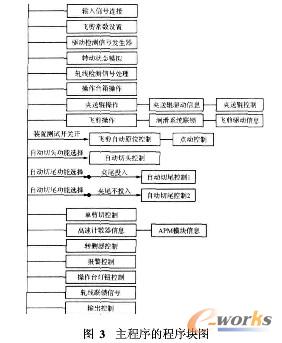
软件的核心问题是要对各种检测信号进行及时准确地判断以及对相应的设备进行控制,软件程序主要由轧线信号及处理、夹送辊操作、飞剪驱动模块、头部剪切操作、尾部剪切操作、单剪切、报警等模块组成,实现对信号的接收、分析、处理、控制、启动、制动等一系列操作。
3.1 PLC程序设计
飞剪系统的PLC 程序用Logicmaster 90 软件编写,程序编写采用模块化方式。主程序由多个子程序组成。主程序的程序块如图3所示。
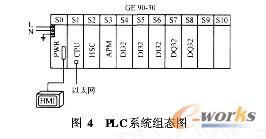
飞剪控制GE 90 - 30 PLC框架如图4所示。
3.2 HM I画面制作与功能
在本研究中,触摸监控器选用Pro2face GP23012SC41224V 6寸STN彩显。Pro2face触摸屏画面采用GP2PRO /PB Ⅲ软件开发。在HM I画面中可实现剪切超前率、滞后率、切头长度、切尾长度的设定;自动切头、自动切尾、自动切废等功能选择;以及热检信号监视功能、应急剪切选择功能、剪刃位置监控等相关功能。并实现HMI各参数、按钮与PLC之间的交互通讯。其主菜单如图5所示。

4 结束语
高精度飞剪控制系统是轧钢电气中最复杂、最有研究价值的部分,精确可靠的飞剪控制系统对轧钢生产水平的提高起到重要作用。本研究所设计的高精度飞剪控制系统达到了预期的剪切精确度和响应速度。剪切速度最大可达22 m / s,剪切精度达到误差小于10 mm的水平。这一控制效果在目前国产飞剪控制系统中处于先进地位,且系统成本大大低于ABB等进口系统。
- 第1页:基于PLC的高精度飞剪控制系统(1)
- 第2页:控制原理
- 上一篇文章:基于HSM的淬硬钢数控加工技术
- 下一篇文章:基于S7-300的交流伺服系统在汽车仪表板生产线上的应用