



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

西门子840D数控系统在机床滑枕补偿中的应用
2.2 自动实现应力补偿
在核对补偿装置(比例阀或牵引机构等装置)对于有效行程的调整数值后,可编制西门子PLC 的S7-300程序对全行程进行自动补偿。程序主要内容有:① 根据实际需要设定滑枕和镗杆的行程步距STEP ;② 建立滑枕和镗杆的数据块DB ,数据类型依据补偿执行装置原理而定;③ 建立各种附件需要的数据块DB ;④ 再结合Y 轴行程整合所有数据,根据不同的补偿方法采用不同的语言格式主要实现全行程补偿、自动识别补偿对象、数值转换;⑤ 编制安全保护,防止数据溢出、补偿过激等事故;⑥ 适当编制“微量手动”功能,以便于维修调整时测量数值。
如果由于机械等原因导致滑枕向前和向后移动到同一测量点时,补偿装置对应的补偿数据不同,则应使用双向线性补偿方式,建立两套数据块。
3 通过NC 实现镗床的交叉补偿
3.1 使用Sag compensation 挠度补偿功能的步骤
要实现挠度补偿,则须通过西门子NC 系统实现,即进行各轴之间的交叉补偿。下面以西门子840DNC 代码为例简述其具体步骤:
(1) 确定需要补偿的具体点数、行程、方向等相关信息。
(2) 结合以上信息,设定相关参数。MD18342设定内容为:(补偿终点- 补偿起点)/(步距+ 1) 。确认MD18342参数后,以先备份再回装方式重启系统,生成补偿初始化文件。
(3) 在初始化文件中,先设定以下变量
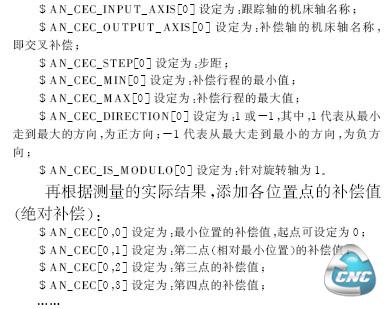
以上过程可以在服务界面直接修改复制后的INI文件或以工件程序的形式进行。
(4) 设定相关参数。MD32710 设定为1 ;MD41300[]设定为1。
(5) 执行NCK RESET 。
(6) 执行回零过程(绝对值系统直接生效) 。
(7) 在诊断界面可观察SAG + TemperatureCompensation Value 垂度+ 温度补偿实际值这一栏,通过正反运动,其数值应依据补偿表作相应的线性变化。
3.2 对无附件安装的补偿数据
对无附件安装的镗床而言,通过以上7个步骤之后,在初始化文件中存储一套补偿数据即可。
3.3 对安装有不同附件的补偿数据
如有不同附件安装到滑枕上,会产生不同的挠度变化,这就要求各附件必须有各自对应的补偿数据。同样,通过以上7个步骤之后,应用PLC 和NC 程序接合可以实现附件头更换后系统自动更新相应的滑枕补偿数据。
本文以安装5号反刮铣头为例,介绍相关NC 程序结构。在此附件自动安装后,PLC 程序会判断其是否为5号附件,如果是,则会自动执行子程序SPF995(5 号附件补偿数据生效程序) 。
(1) 附件识别程序为:
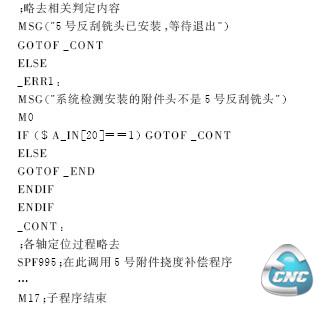
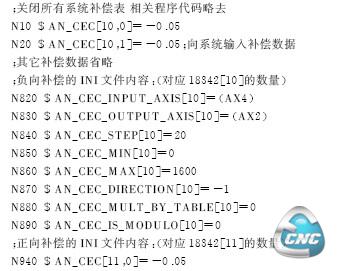
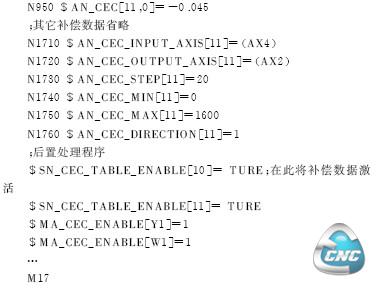
(2) 5号附件补偿数据生效程序SPF995为:
同理,可编制对于镗杆和其他附件的NC 补偿程序,这样才能解决对多种附件应用时的滑枕补偿问题。
4 通过HMI 界面进一步完善滑枕补偿控制
为了维修和操作方便,在西门子数控系统PCU50上须编制HMI OEM 界面。OEM 界面中提示信息包括补偿对象、补偿数值(分滑枕、镗杆、各种附件头) 、滑枕和镗杆位置、滑枕补偿反馈装置状态信息(如拉力测量值) 、滑枕补偿装置状态(是否超限位,电机负载等) 、补偿是否生效等信息。OEM 界面中提供的可操作内容包括自动补偿功能启动/停止、手动测量功能启动/停止、补偿装置手动功能启动/停止等。
5 结束语
通过对镗床滑枕挠度变化的补偿实际测量和对西门子840D 进行挠度的补偿、S7-300PLC 全行程自动补偿、HMI 画面等手段,使机械、电气相结合的补偿方式得到有效应用,可以解决使用镗床滑枕加工时的精度问题,很好地抑制挠度变化,从而提高镗孔加工精度和工件表面接合度。
- 上一篇文章:数控机床的伺服系统的应用研究
- 下一篇文章:PLC和伺服组成的运动控制系统中的抗干扰设计