



投稿邮箱:tb@e-works.net.cn

- 未来汽车工厂,在线下单支持私人定制
- 2018-02-02

- 基于云端的三维CAD系统Autodesk Fusion 360
- 2018-01-31

- 通过PTC物联网技术实现Flowserve泵的预测性维护
- 2018-01-31

- 微软预测性维护保障电梯高效服务
- 2018-01-30

凸轮轴桃形磨削的数控加工工艺
CNC凸轮轴磨床的主要技术特征
德国JUNKER公司的CNC凸轮轴数控磨床具有以下技术特征:
⒈ 高刚度、高强度、整体铸造重载床身,有高的抗震性能。
⒉ 砂轮头架导轨:采用交流变频伺服电机、精密无间隙滚珠丝杆驱动、静压过约束导轨,并配有全闭环电子测量反馈装置,以确保砂轮定位精度。
⒊ 砂轮头:配备特种静压主轴磨头,砂轮头架与机床统一设计,采用无摩擦、无磨损静压轴承,保持砂轮同心度长期使用不变。
⒋ 工作台:采用交流变频伺服电机、高精度无间隙精密滚珠丝杆驱动,并配有闭环电控装置,以确保工作台精确地轴向定位。
⒌ 工作台导轨及其润滑:机床工作台导轨配有自动喷润滑油油嘴,润滑油通过油泵、过滤器后注入轨面。
⒍ 主轴头(驱动工件的床头箱):高精度活动主轴,由一同轴驱动的变频伺服电机驱动,并配有角度测量装置。工作转速可以选用电机工作转速范围内任一恒定转速,或采用恒定切削量,优化变转速,不仅可以实现在工件每转凸轮形面上每一磨削点磨削量恒定,还可以防止磨削裂纹和烧伤,保证凸轮表面的磨削质量。
⒎ 砂轮配有自动动平衡装置,砂轮转速从30m/s到80m/s可无级调速,并可以实现任一转速的恒线速磨削。
⒏ 采用西门子840控制系统,具有人机对话界面,可手动进行切削参数的设定和加工尺寸的调整。该系统可计算出并连续控制不断磨损的砂轮,磨削出凸轮型线;并对凸轮轮廓在磨削过程中实现自动插补,能在生产过程中保证砂轮型线的统一性。该系统同时控制工件头架主轴的无级变速、砂轮的恒线速,使砂轮架按凸轮型线的升程和降程数值进行横向往复运动,形成凸轮轮廓,提高了凸轮的制造精度,并有利于多品种的生产。
⒐ 采用CNC砂轮修整器,通过CNC控制金刚石修整器修整砂轮,提高了砂轮的修整精度和寿命。
⒑ 自动进给补偿:在磨削过程中,机床可实现自动补偿砂轮直径的磨损值(因修整砂轮使其直径减少),补偿方法可以编程实现。
⒒ 静压润滑及液压站:与机床主体隔离,配有静压动力系统,为静压导轨、静压砂轮主轴供油。该系统由供油泵、滤芯、降温器组成,以保持该供油系统有一稳定的油温,并以满足清洁度要求的油供给。
⒓ 冷却液系统:配有恒温器及过滤系统,机泵系统,以确保足够的冷却液供给磨削的砂轮、修整器喷嘴、机床冲洗系统。
⒔ 电器柜:CNC控制系统的电器柜,装有空调,以保证CNC控制系统安全可靠地工作。
凸轮轴磨削加工中的常见问题
凸轮轴桃形有很高的尺寸精度要求和表面质量要求。高的加工要求提高了加工的难度,也相应地易产生一些质量问题。凸轮轴桃形磨削加工中的常见问题有:
⒈ 波纹
波纹主要表现为:⑴ 整个桃形(包括基圆、两侧、桃尖)产生波纹;⑵ 在桃形的两侧、桃尖产生波纹;⑶ 在个别位置产生少量波纹。
第⑴种情况一般是砂轮平衡、砂轮在线平衡系统、机床刚度(特别是主轴刚度)等原因引起。引起第⑵种情况的原因:工件的恒转速磨削中,在轮廓的两侧及桃尖处磨削量会发生较大变化,引起磨削力发生变化,因而易产生波纹。变转速磨削中,转速变化设置不当,以及主轴刚度下降时,也有可能在两侧及桃尖产生波纹。
⒉ 表面烧伤
表面烧伤的原因主要包括:⑴ 磨削用量;⑵ 磨削余量;⑶ 磨削液及冷却方式;⑷ 砂轮修整;⑸ 砂轮质量。
在工件恒转速磨削中,桃形两侧磨削的磨除率会大大增加,因而易产生烧伤。
⒊ 粗糙度超差
粗糙度超差的原因主要包括:⑴ 磨削用量;⑵ 磨削余量;⑶ 磨削液及冷却方式;⑷ 砂轮修整;⑸ 砂轮质量。
CBN砂轮的使用
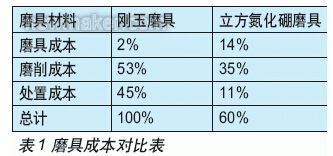
笔者所在工厂的凸轮轴桃形磨削采用的是CBN砂轮。CBN砂轮虽然价格很高,但因耐用度高、寿命长、磨削效率高、更换砂轮的辅助时间少、修整工具损耗减小等因素,分摊到每件产品的费用反而低于普通砂轮,即经济性更优。通过统计(见表1)可以看出:CBN砂轮较普通砂轮有明显优势,CBN磨具可以降低成本40%。而且,随着技术的日益成熟,它还有提高的潜力。
总结和展望
汽车生产企业只有以用最低的成本生产出高质量的产品为目标,才能在竞争中求得生存。凸轮轴作为汽车发动机的重要零件,在发动机制造技术中占有重要地位,是影响发动机性能的重要零件。其凸轮桃形的磨削加工技术是汽车零件制造技术中最具挑战性的工艺环节之一,也是影响凸轮轴生产率和经济性的关键环节。
- 第1页:凸轮轴桃形磨削的数控加工工艺(1)
- 第2页:CNC凸轮轴磨床的主要技术特征
- 上一篇文章:基于UG NX的整体叶轮五轴数控加工技术
- 下一篇文章:基于arm的可重构数控系统设计